
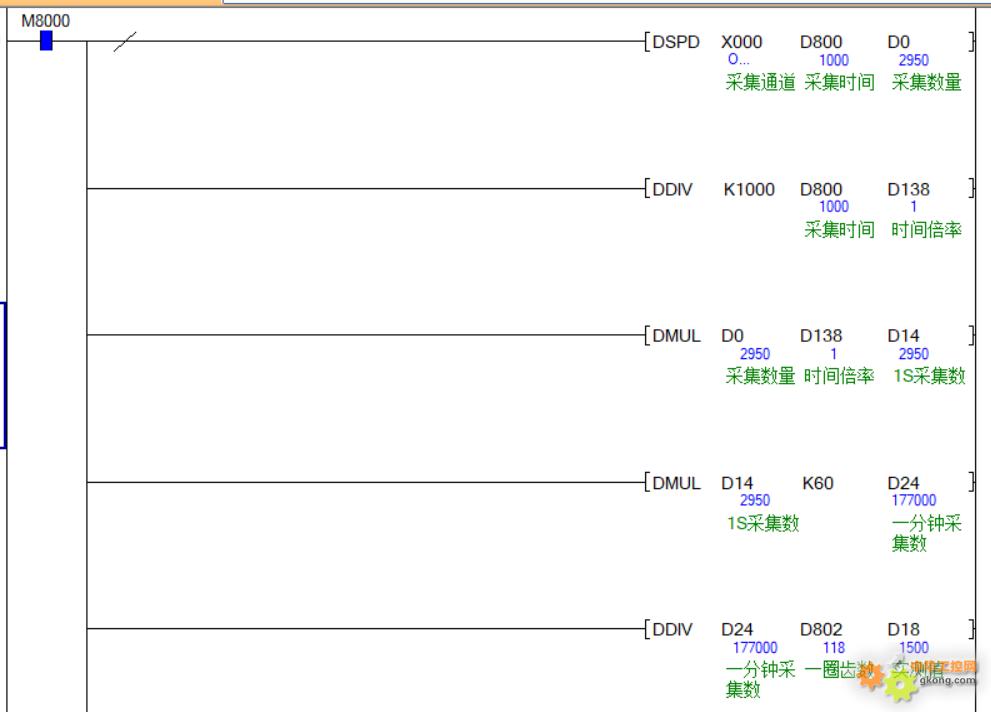
见图:我的程序是采用SPD指令,D0是脉冲采集量,D800是采集时间,图中采集时间是1000ms,D802是电机一圈的齿数,计算如下:
如果是1000ms采集周期得出:
2950脉冲量×118齿÷60秒=1500转;脉冲量是2949往下或2951往上都可以计算出正确的当前值。
如果用这种方法计算法100ms或以下时间为采集周期,计算值就变形了,例如在100ms的时间采集了295个脉冲,计算出转速是1500转,但是如果在100ms的时间采集了294个脉冲,计算出转速是1494.9转,那么问题来了:如果当前转速是1499或其它值,这个转速值该怎么利用高速脉冲量计算出来。
求群里大神不吝指教!!!!
最后修改:2024/11/20 9:49:03




