使用S7-1500的运动控制功能,需要学习最基本的PROFINET组态和工艺轴配置。
这是我从网上找到的一个案例,感觉每一步的配置写的很详细,特别适合新手。
这个案例使用的是博能传动AX系列驱动器,S7-1500与驱动器进行PROFINET通信和工艺轴配置。
这个案例我是从他家官网上的PROFINET通信手册里摘录的,感兴趣的可以自己去下载看一下,是很好的学习资料。
https://www.boneng.com/product_AX.htm
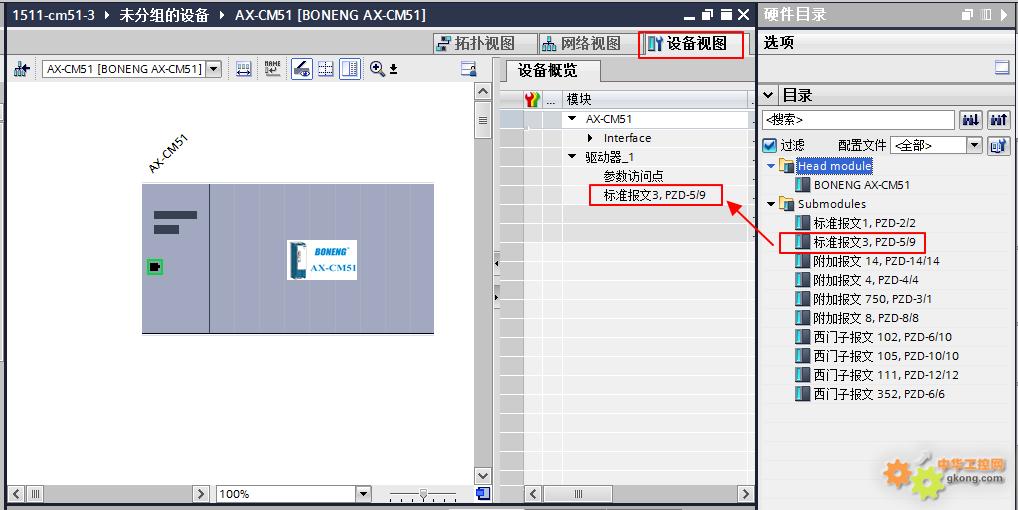
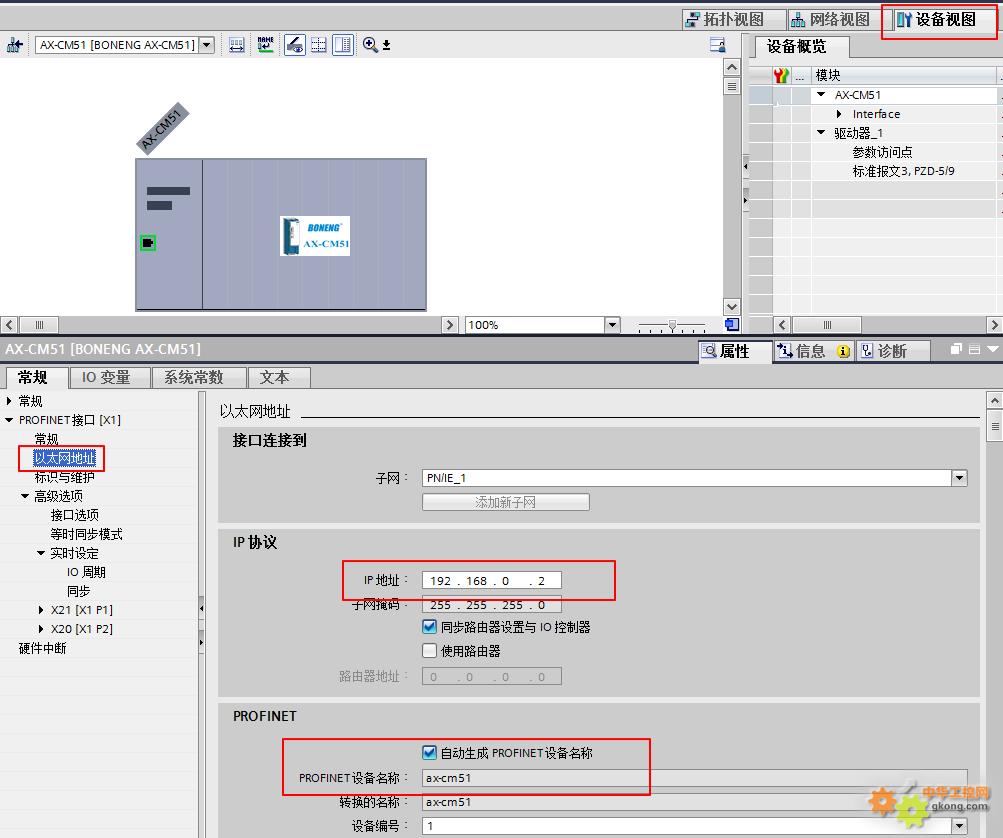
1.首先组态CM51,添加标准3号报文
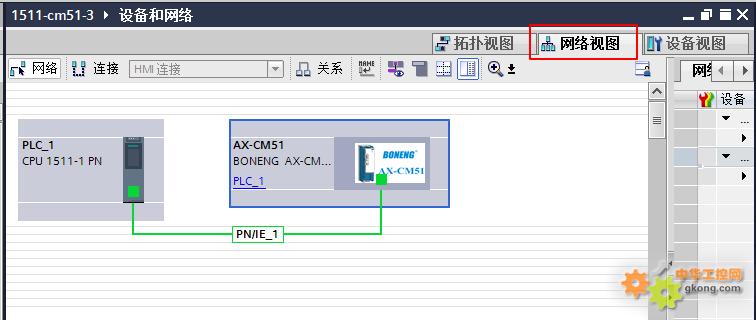
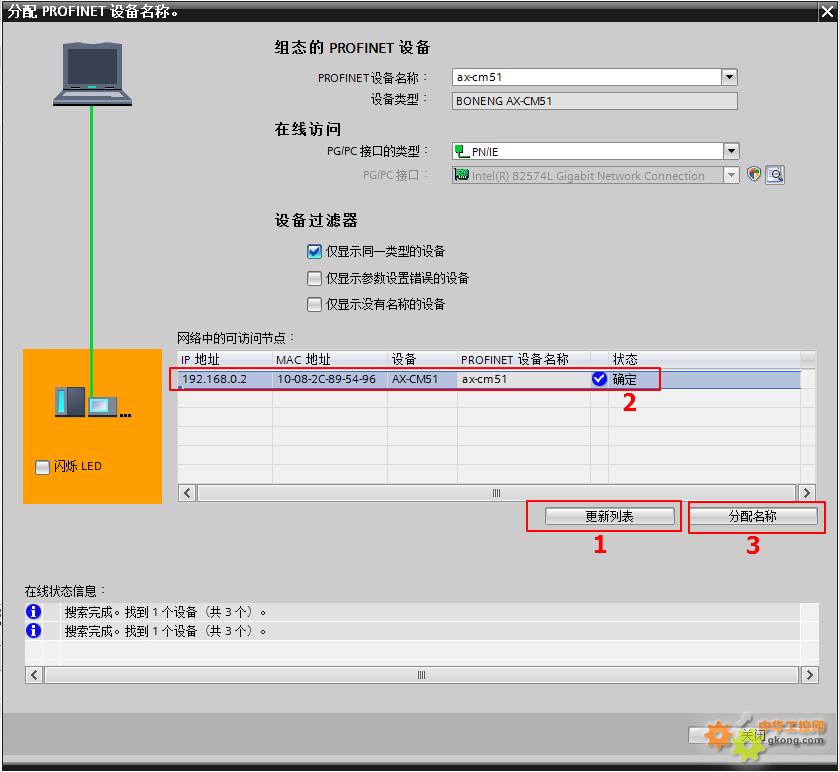
2.在网络视图中将PLC与CM51连接
3.若需要PLC与CM51进行IRT通信,则【拓扑视图】必须配置,同时实际的物理连接要与组态一致,若只是进行RT通信(默认),则【拓扑视图】无需配置。
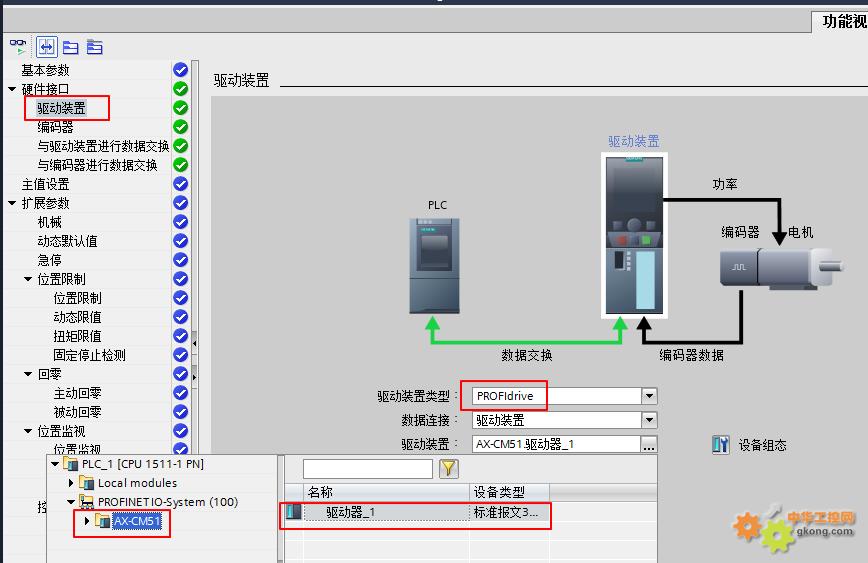
4.在工艺对象中添加定位轴
5.在组态配置中选择“PROFIdrive”和“标准报文3”
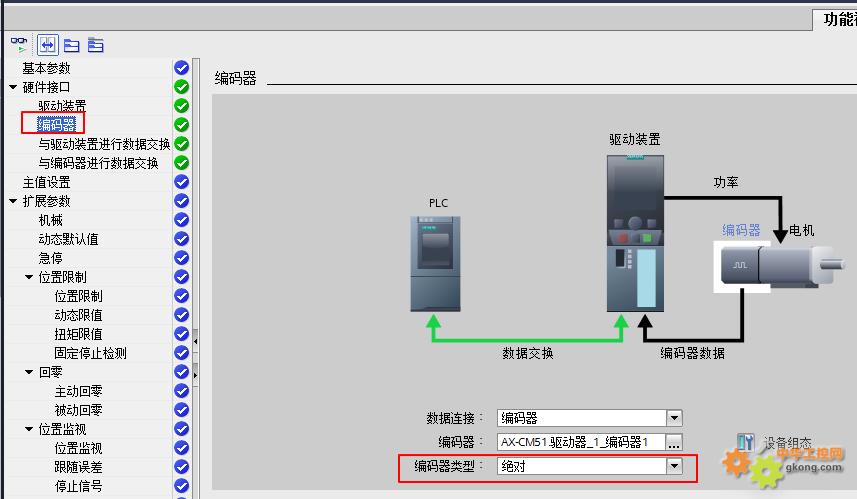
6.配置编码器类型为绝对值
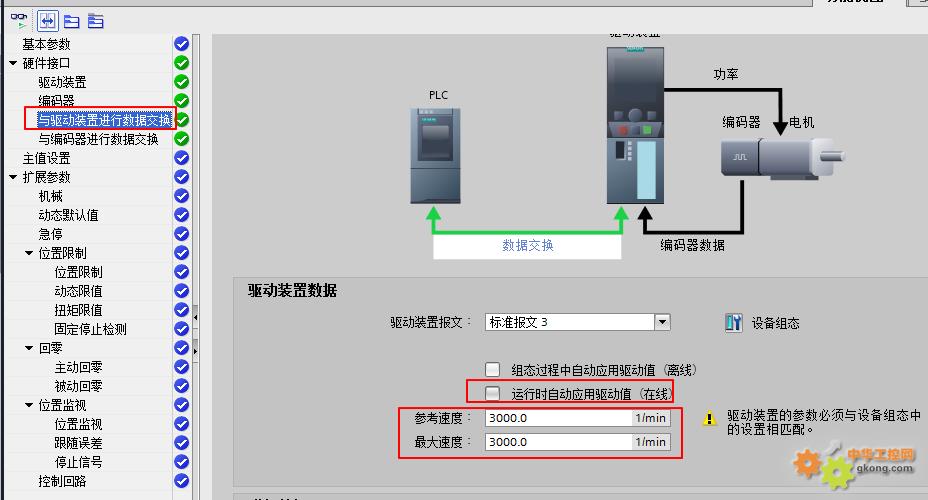
7.对于电机的参考速度、最大速度以及基准扭矩不能勾选“运行时自动应用驱动器值”,需要根据驱动器参数手动设置。参考速度为电机的额定转速【D00.05 马达额定转速】,最大速度【D00.06 马达最大转速】*【D00.05 马达额定转速】
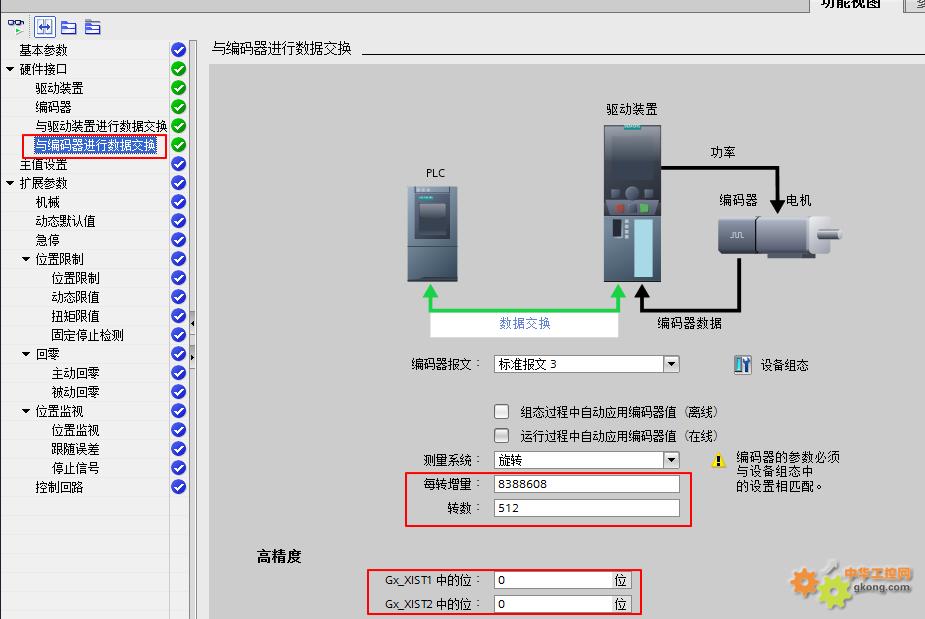
8.在“与编码器进行数据交换”这块,取消勾选“运行过程中自动应用编码器值”
【D02.00 编码器类型】为5:RS485通信编码器(1623),【G00.66 编码器位置反馈模式选择】为1:绝对位置模式。按下图配置。
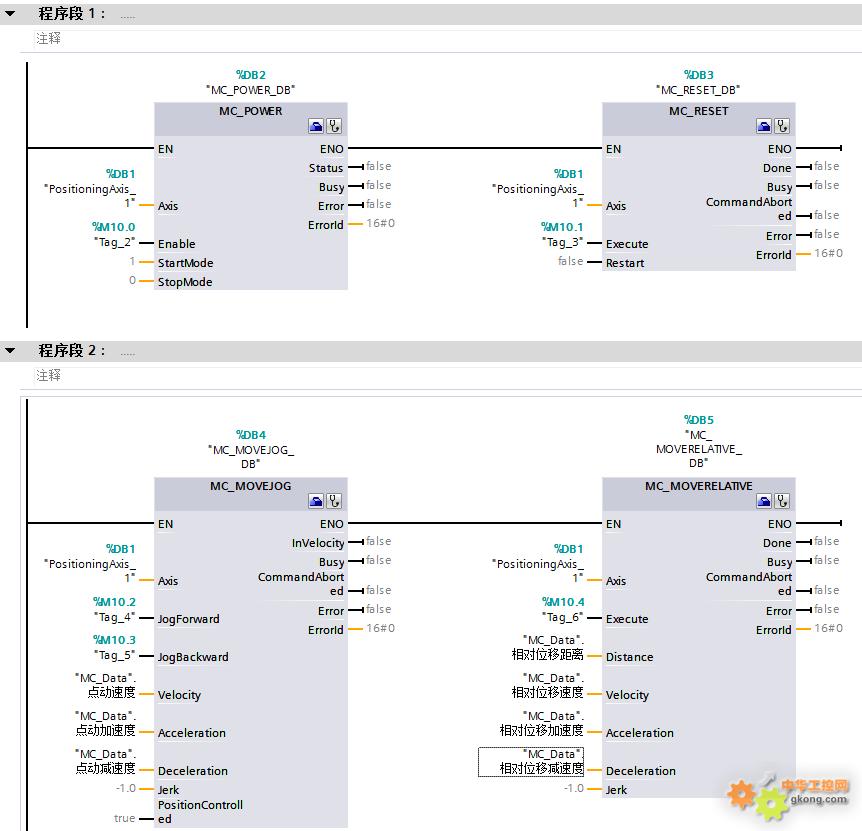
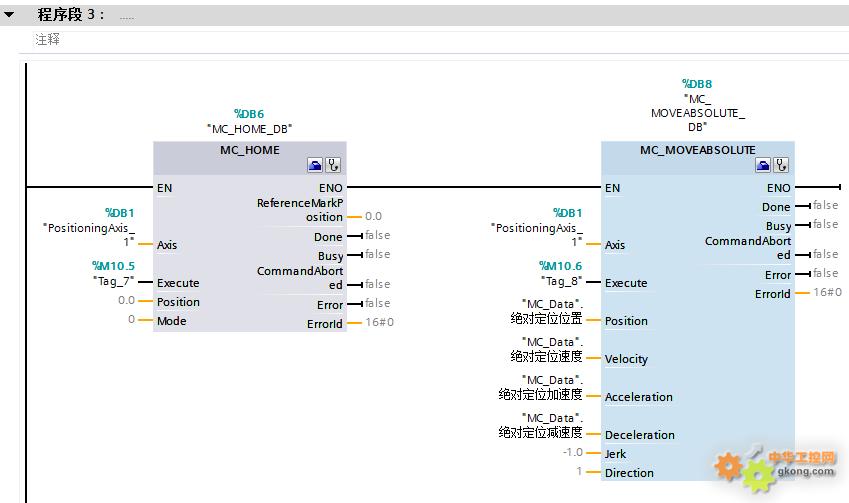
9.编写MC程序。
MC_POWER:给驱动器使能
MC_RESET:给驱动器故障复位
MC_MOVEJOG:点动运行
MC_MOVEVELOCITY:是给定速度运行
(未完待续)