
这次一个朋友说给客户厂里流水线增加一个动作,感觉逻辑思路和上贴差不多,这里程序测试感觉是那个样子,所以发出来
工艺要求:流水线增加一个额外动作。入料口加原材料检测传感器,当检测到有就动作。
~~~~~~~~~~~~~~~~~~
方案1:就在增加动作的位置加一个原材料检测传感器检测工件即可
优点:简单,易调整。
缺点:受限现场环境,可能安装原材料检测传感器的位置比较困难;以及和加工动作干涉。
~~~~~~~~~~~~~~~~~~
方案2:在前端增加,原材料检测传感器*1检测工件,记录时间做对比或者延迟动作即可。
优点:相比方案1,更为简单,传感器工件前方任意安装;
缺点:受到主轴速度调整影响;
~~~~~~~~~~~~~~~~~~
方案3:原材料检测传感器*1检测工件,编码器*1,用于记录主轴位置计算动作距离。
优点:相比方案1,更为简单,传感器工件前方任意安装;。
缺点:增加一套编码器以及支架,
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
最终,我考虑了方案3,PLC使用的是汇川的EASY 301 最低端的PLC。(4轴,编码器或者脉冲轴)
逻辑如下:
1.根据实际尺寸计算出主轴当前位置:(编码器轴配置,*1编码器一圈的脉冲量按编码器实际参数配置,*2编码器一圈的unit)
做实验测试的是2000P/R,unit我设置的是1000,也就是编码器转一圈,产生1000个用户单位。
上位机输入一圈的实际位移即可。(方便调整),我这里随便设置的是15.5即,编码器一圈是15.5mm


~~~~~~~~~~~~~~~
2.核心逻辑,
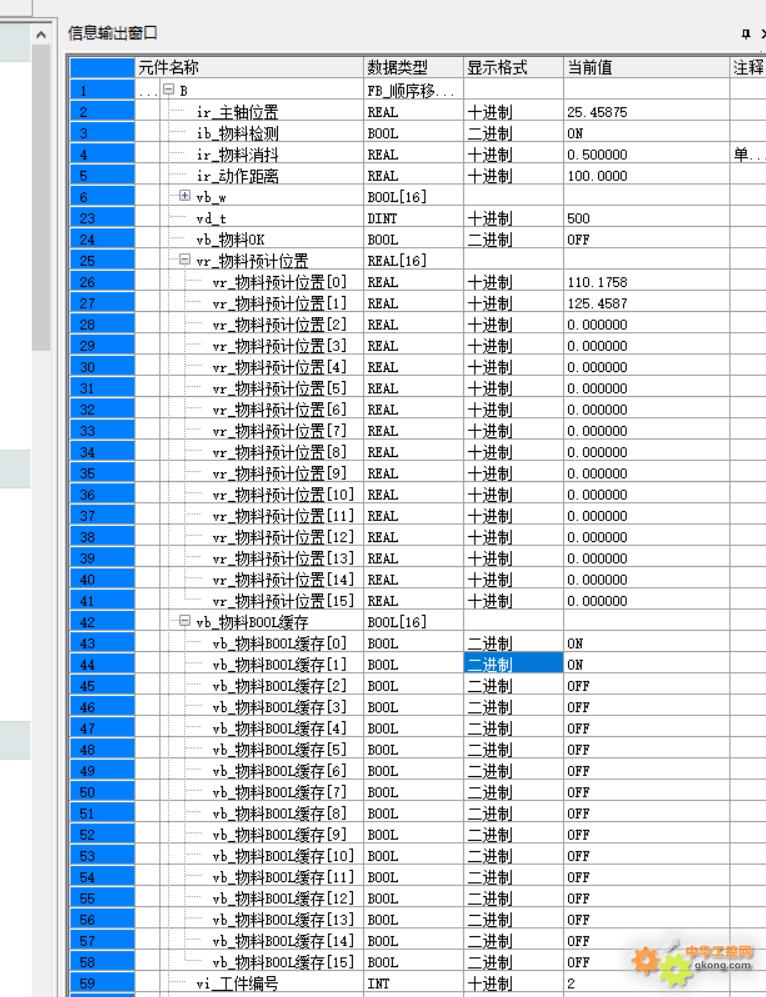
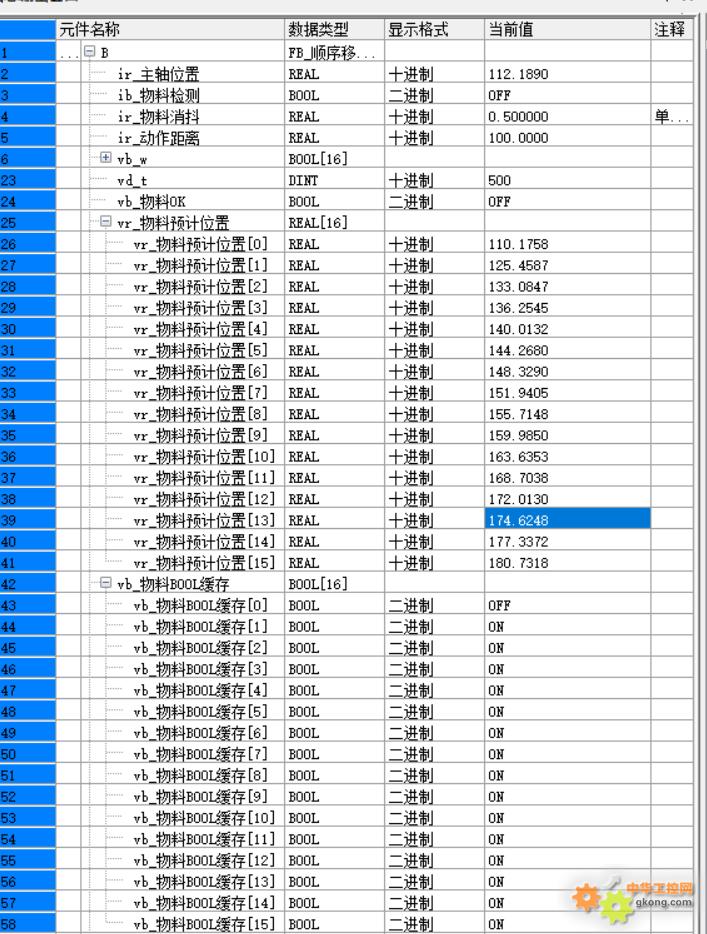
2.1,物料检测,(考虑现场震动等,有消抖<可设置时间>,上升沿输出。
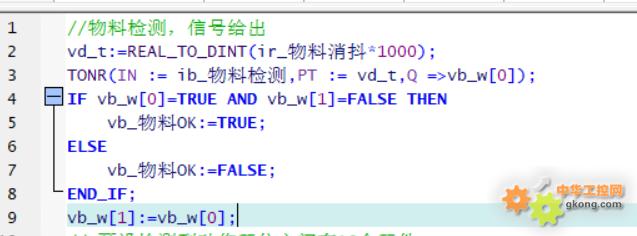
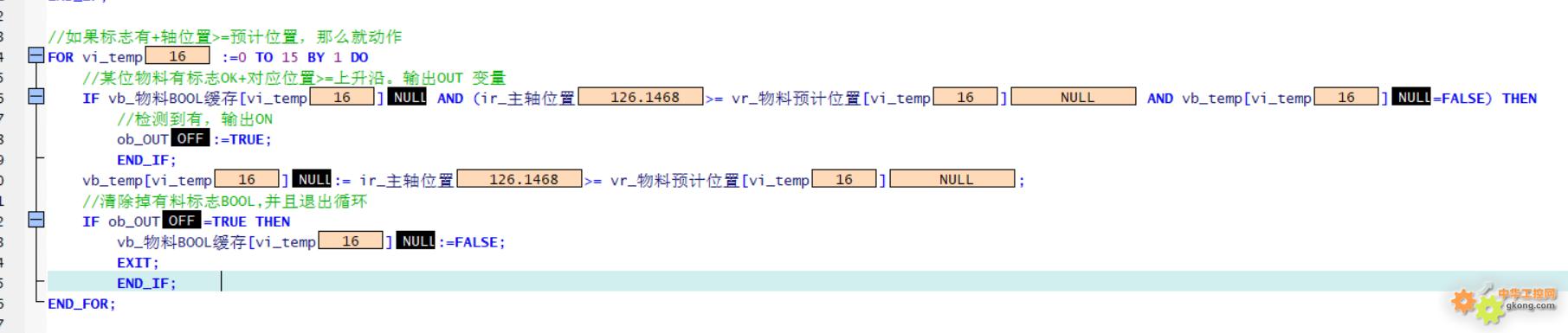
输出ON,并且清除ID有料标志。
PS:输出ON以后,我做了一个定时器,自复位输出BOOL;
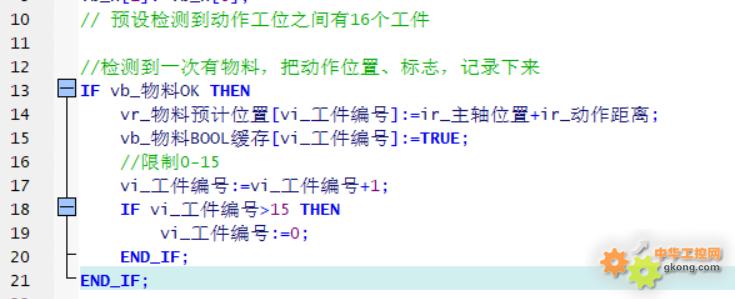
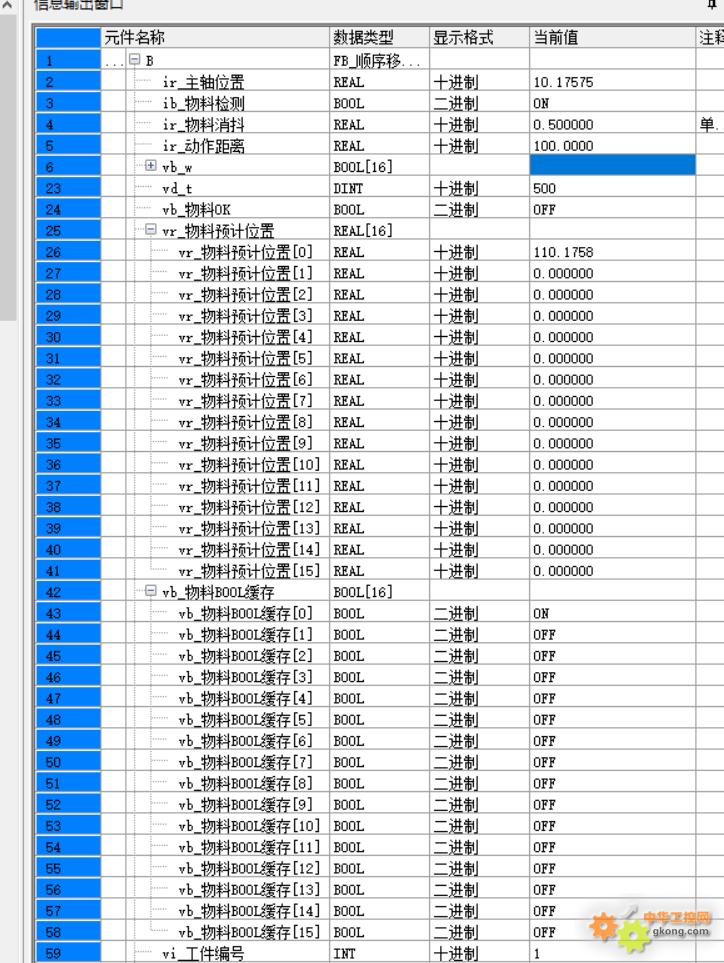
测试无异常:消抖时间0.5S,间隔100.00mm,
1。第一个工件,主轴位置10.17,物料预计位置10.17+100,0#标志=true;


PS1:如果怕编码器溢出,流水线不是连续的,可以考虑,1,用低分辨率编码器,2,在传感器-动作工位没有工件的情况下可以设置编码器位置为0;
ps2:工件间隔距离一定要保证工位加工完成,不然程序会有BUG,

好了,全文完!
用得上的请点赞,不足的地方,请大佬补充



