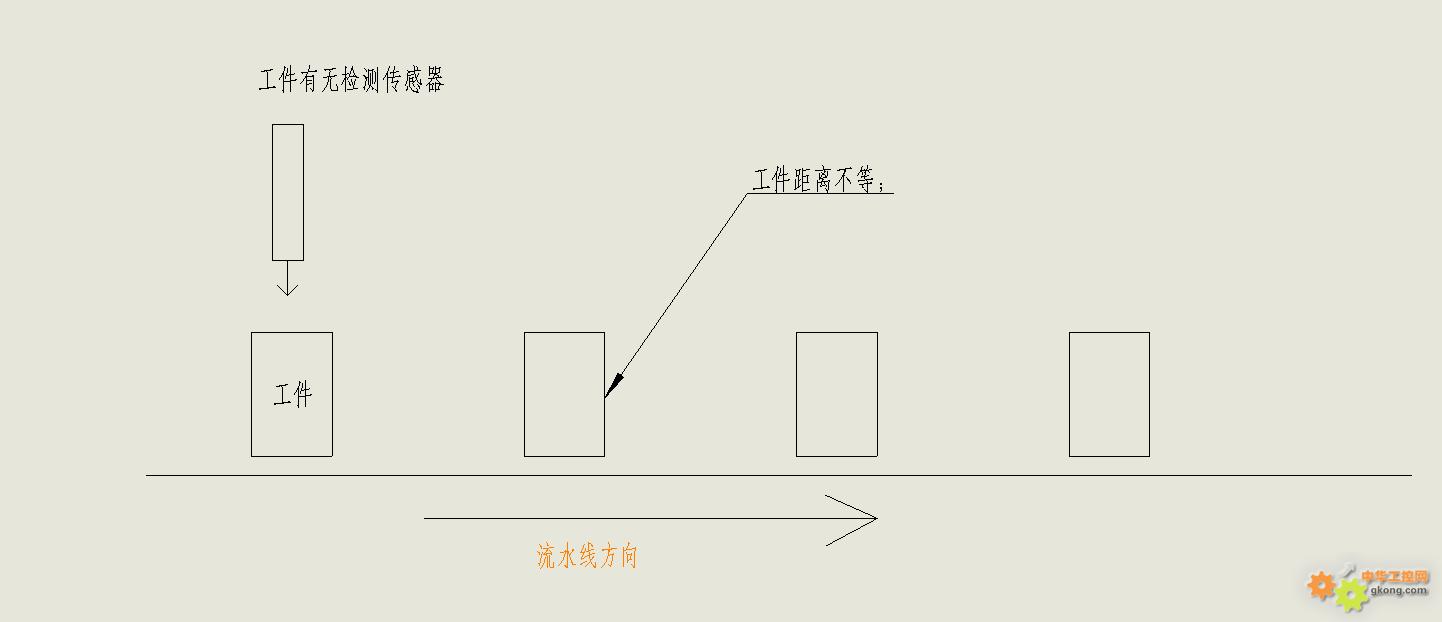
1.入口加个传感器检测有无感应
2.后面有一个或者多个加工动作(例如:不良品剔除)
~~~~~~~~~~
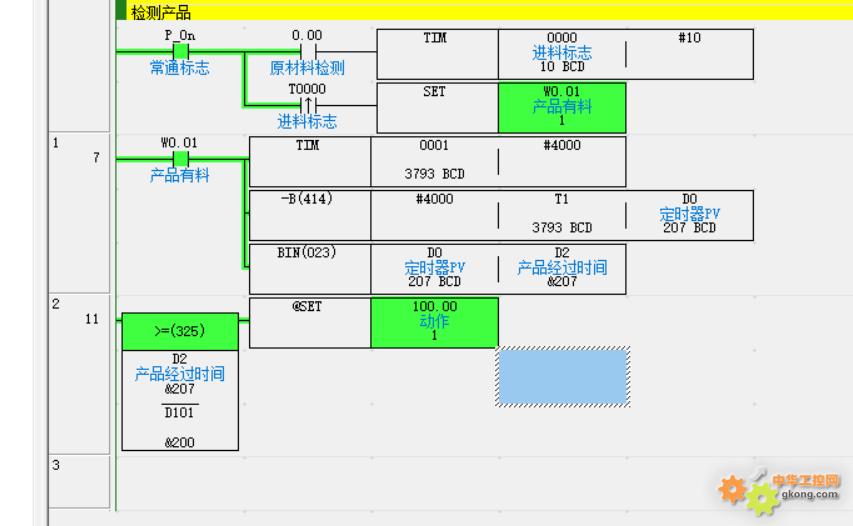
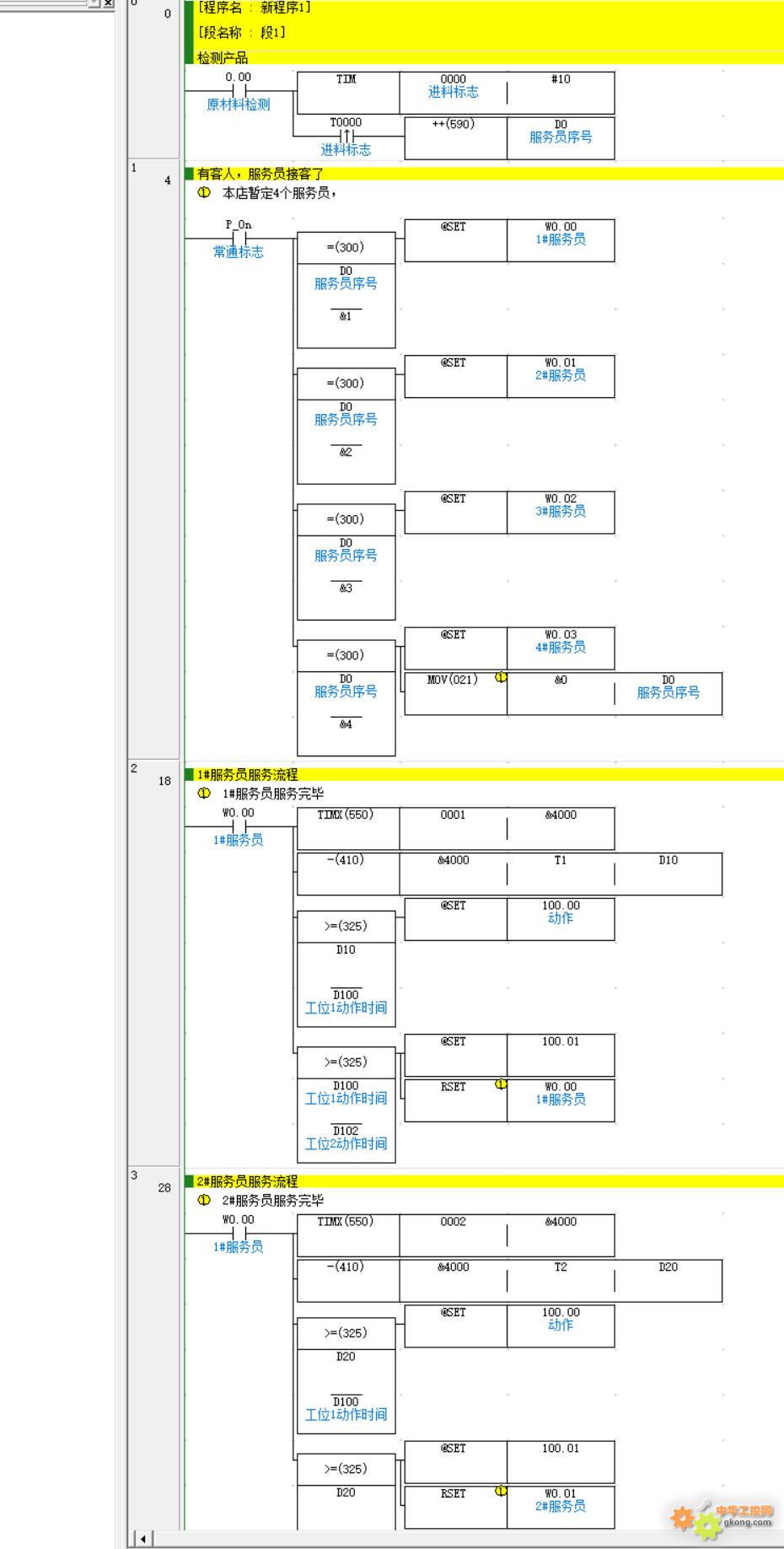
之前做得比较多的是转盘机,分割器+编码器+一个传感器(分割器动作一次感应一起),用移位处理非常简单,
例如:(程序或许有错,大意如下):

~~~~~~~~~~~~~~~~
最后修改:2023/7/6 9:22:25
点击:908 回复:22
引用 chi1225 在 2023/7/5 11:10:21 发言【内容省略】
现场条件有时候不允许,去年做了一个,喷涂线,入口检测,后面几把喷枪动作的,