
传送带转轴上加一个很难吗?
用先进先出不是很累,而且用一段时间就错位了
查看传动机构,可能就一个接近开关,弄个支架,铺点线,占个输入点

引用 知道一点 在 2023/7/5 14:37:55 发言【内容省略】
~~~~~~~上面的有个问题就是,主轴速度变化的话,时间就不准确;
只适用于主轴速度固定的情况;
~~~~~~~~~~~~
现场看到过别人用编码器,一个轮子压着传送皮带,加上一个入口传感器
~~~~~~~~~~~~~~~~~~~~~~~~~~
逻辑猜想:
当检测到产品的时候,记录当前高速计数器的值+工位距离(脉冲量&距离,这个是固定的,主轴改变速度也是OK的)
例:产品感应到的时候,当前高速计数器脉冲值:50000;第一个工位在3000个脉冲的位置,实际该产品就是50000+3000就是工位1的位置。
当高速计数器>=53000的时候就启动一次工位。
感觉用这个方法更好一些,
也就是一个传感器加一个编码器;
就是有个问题,编码器会溢出
 ,如果我来做,编码器用分辨率低的来做,毕竟32位寄存器可以跑很久了。设备每次启动就复位高速计数器值;
,如果我来做,编码器用分辨率低的来做,毕竟32位寄存器可以跑很久了。设备每次启动就复位高速计数器值;
23-07-05 15:15
有必要用高速计数器?
旋转编码器只是个成品,看着高大上,设备售价可以高些罢了,安装要求还高N,弄不好就坏
用个接近开关,或U型光电,自制一个码盘,做个支架一班就搞定
空间大好安装就做个直径大点的码盘,上面装N个平头螺钉,或粘N个磁铁/铁片
装多少,最简单的计算,安装位置的周长*2or3/最短工位距离
如果有精准要求,乘10都可能,甚至用旋编,哈哈 这个时候就可能要用高速计数器了,工位要检测器,机械要高精密~不属于这个话题吧
位移or字移指令用多大数据区?
简单,工件检测位置到最远工位需要多少个cp再加5个
程序上,要不要防抖看需要
码盘产生的cp信号+物件信号,@MOV物件信息送到SFT首地址
cp信号up sft
sft其他条件用off
工位用cp+数据比较,结果控制输出或其他
例程稍后奉上
旋转编码器只是个成品,看着高大上,设备售价可以高些罢了,安装要求还高N,弄不好就坏
用个接近开关,或U型光电,自制一个码盘,做个支架一班就搞定
空间大好安装就做个直径大点的码盘,上面装N个平头螺钉,或粘N个磁铁/铁片
装多少,最简单的计算,安装位置的周长*2or3/最短工位距离
如果有精准要求,乘10都可能,甚至用旋编,哈哈 这个时候就可能要用高速计数器了,工位要检测器,机械要高精密~不属于这个话题吧
位移or字移指令用多大数据区?
简单,工件检测位置到最远工位需要多少个cp再加5个
程序上,要不要防抖看需要
码盘产生的cp信号+物件信号,@MOV物件信息送到SFT首地址
cp信号up sft
sft其他条件用off
工位用cp+数据比较,结果控制输出或其他
例程稍后奉上
23-07-05 16:55





找剔除位置比较难?可能cp信号间隔,可能机械剔除位置变化......
速度快慢是不影响滴
那就加段程序,再配合触摸屏,做示教好了
![附件 image.jpg]() 这是做过的屏界面,起点在右,也可能在左,由机械安装决定传送带左传还是右传
这是做过的屏界面,起点在右,也可能在左,由机械安装决定传送带左传还是右传
只要按动【设定】传送带运转,随机投放【NG测试块】,观察剔除效果,通过【左】【右】键调整【光标】位置,直到剔除效果满意为止。
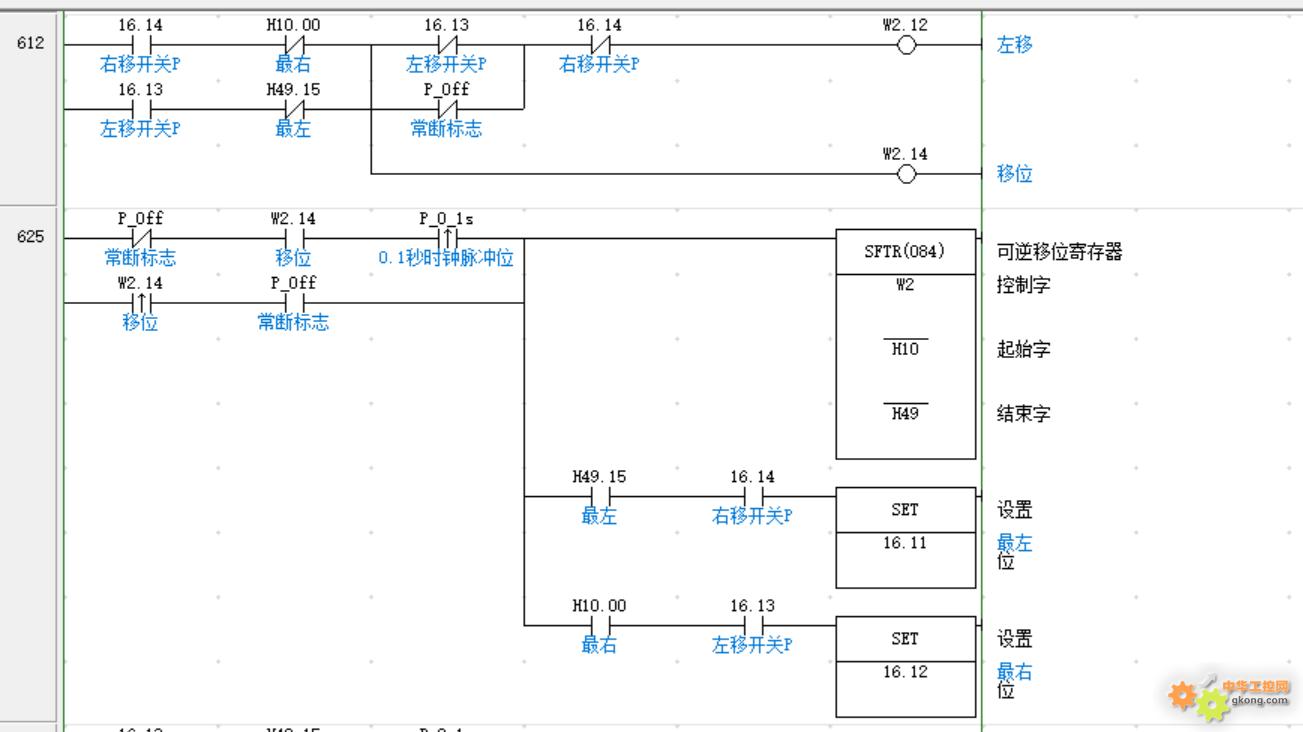
![附件 image.jpg]() 这是控制【光标】程序
这是控制【光标】程序
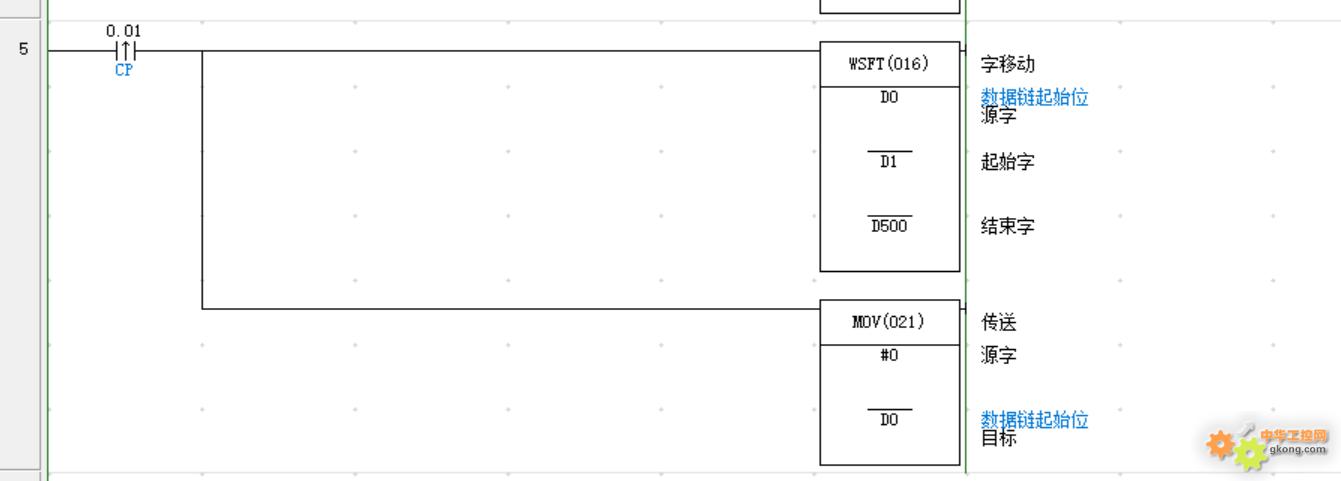
![附件 image.jpg]() 这是剔除程序,off处你应该能理解
这是剔除程序,off处你应该能理解
速度快慢是不影响滴
那就加段程序,再配合触摸屏,做示教好了

只要按动【设定】传送带运转,随机投放【NG测试块】,观察剔除效果,通过【左】【右】键调整【光标】位置,直到剔除效果满意为止。
23-07-06 11:55
引用 twtynijj 在 2023/7/6 13:29:55 发言【内容省略】
主要是要求不同http://m.gkong.com/bbs/497458.ashx&page=1
还记得这个帖子,用位移就不如用字位移容易,工位才4个,如果几十个恐怕要换PLC
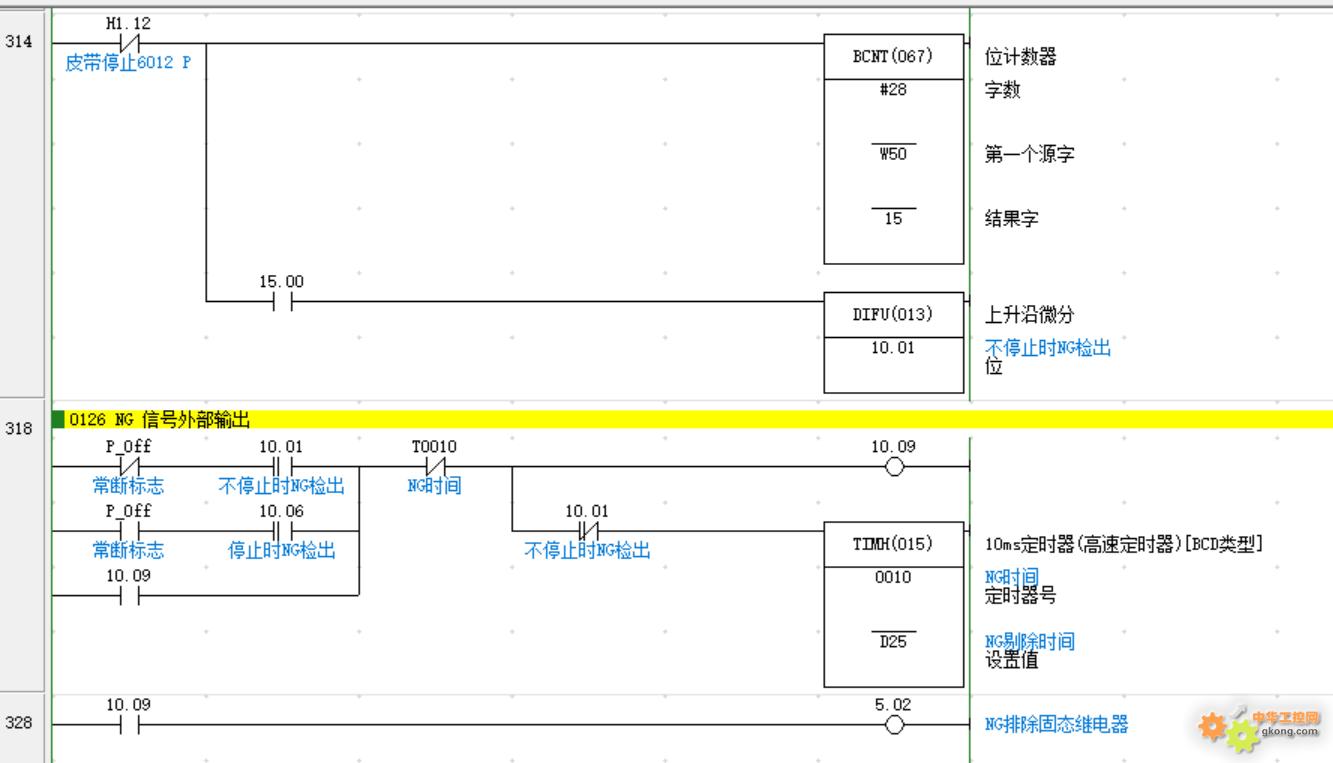
这个位移就是将NG品剔除,10.06是原设计要求~检出位剔除
后来将剔除器安排在台外,适用客户要求,就有了改进程序,由于资源限制,使用了640个cp的内存~H10 to H49,指令也由SFT改为SFTR~适应传送带左或右传送。剔除器可以装在台外1.5米内。对于剔除器位置较远的,换cp信号发生器,要求产品拉开上台间隔~生产效率下降,或解决现场剔除器安装位置
23-07-06 14:18