
同志们,我又回来了。
上面的程序好像逻辑错了。
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
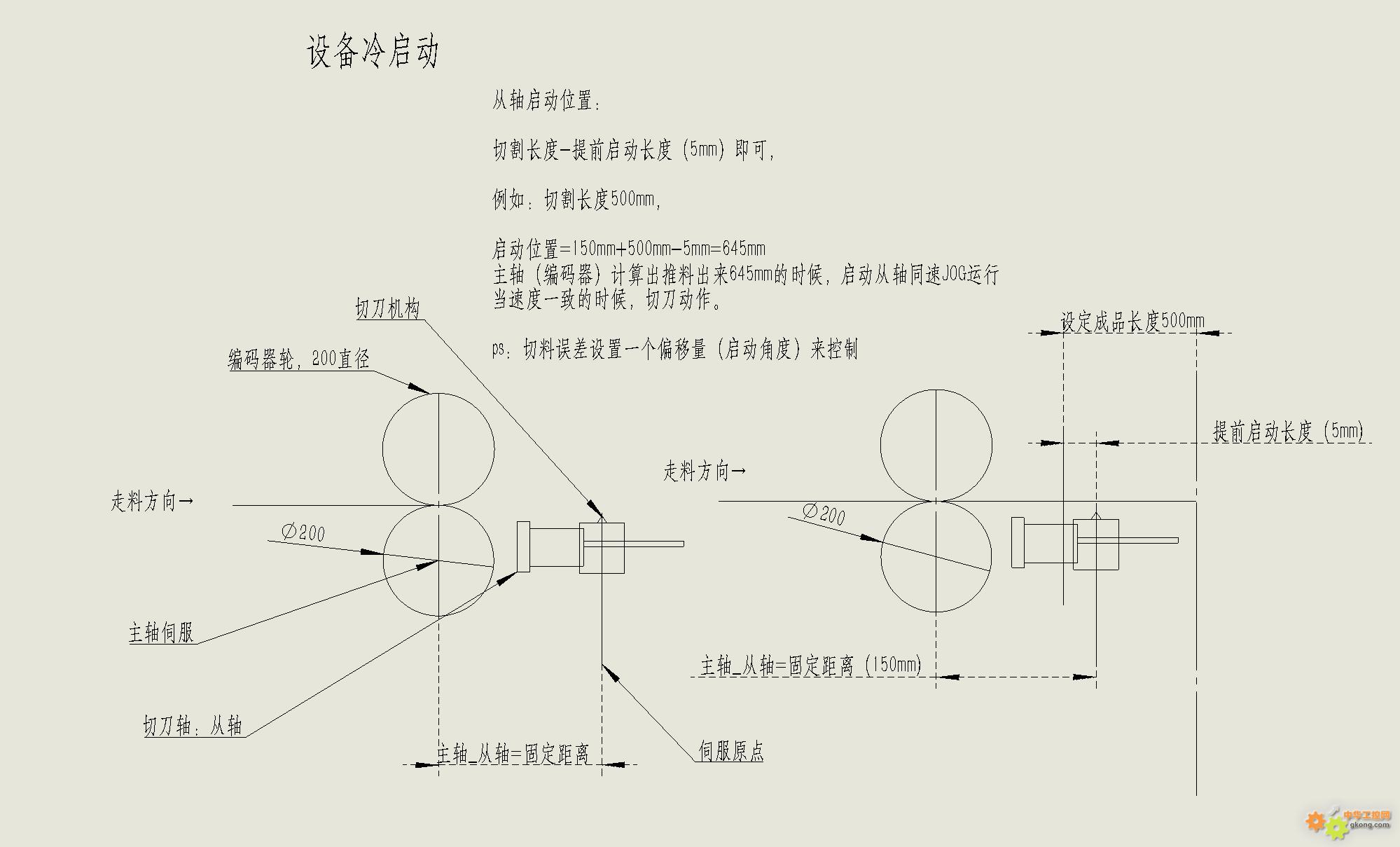
启动从轴同步的位置应该是:
例如定长切割200mm,那么应该提前一点点启动伺服(伺服加速时间),暂定190mm。
不知道对不对?
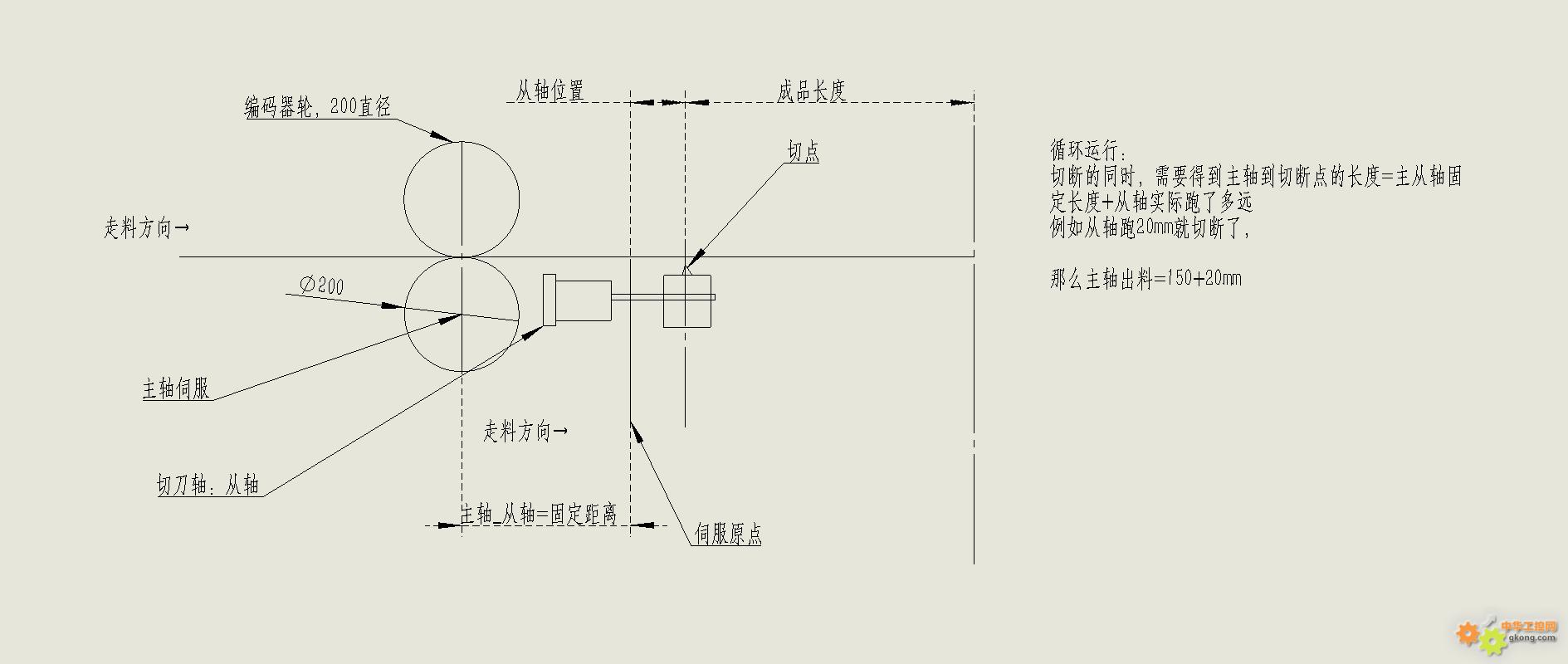
切断的同时,记录下当前从轴位置,这样可以计算出来 主轴到切刀之间没切断的料的长度,为下次启动从轴同步计算位置
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
调着,调着,伺服都不正常了。。
![附件 QQ图片20230321203807.jpg]()
![附件 QQ图片20230321203823.jpg]() 2个轴JOG运行,速度给的50,实际跑到100了,2个轴都这样的。。。我去
2个轴JOG运行,速度给的50,实际跑到100了,2个轴都这样的。。。我去
我把ECAT任务改成2ms就出现以上问题,我改成4ms恢复了。。

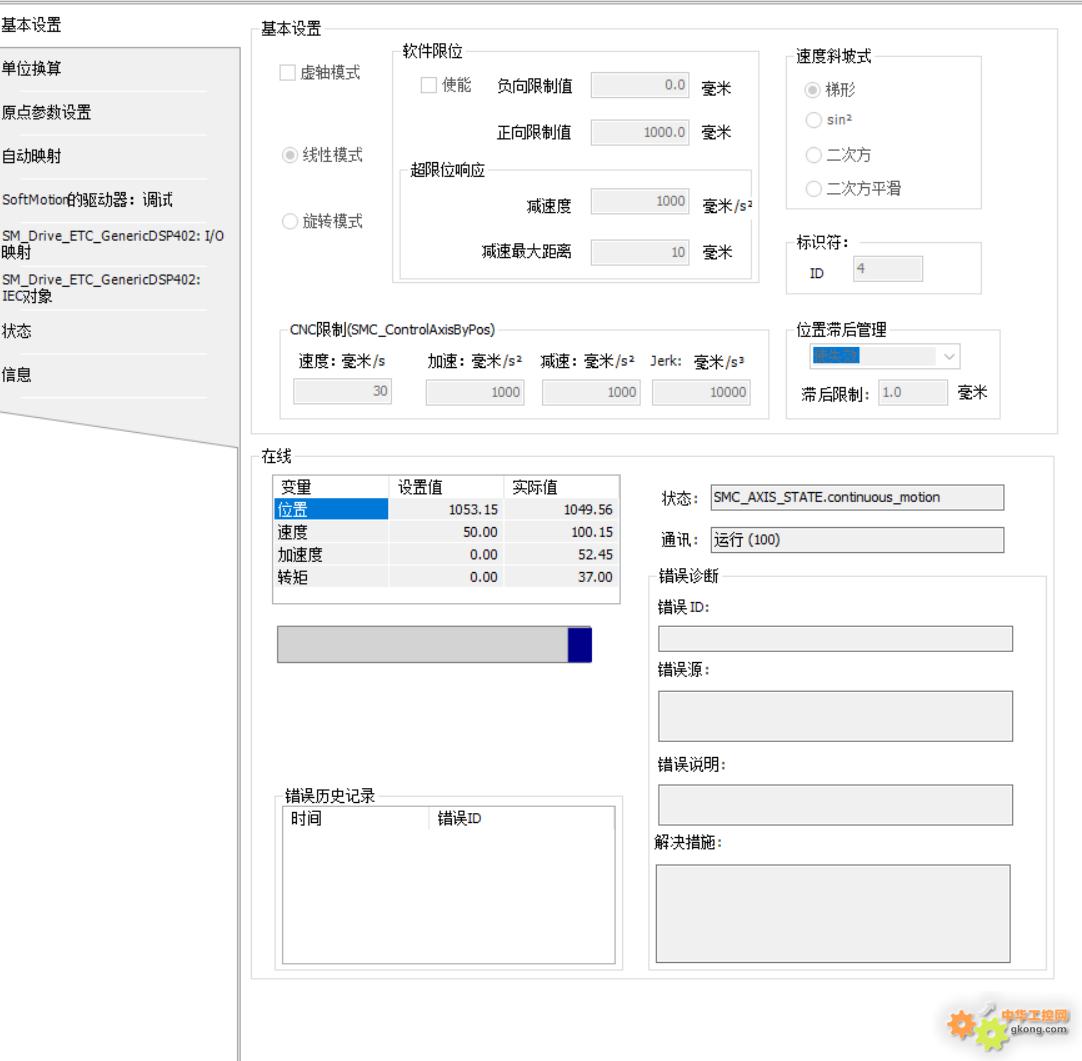
我把ECAT任务改成2ms就出现以上问题,我改成4ms恢复了。。
最后修改:2023/3/21 20:41:30
23-03-21 20:39
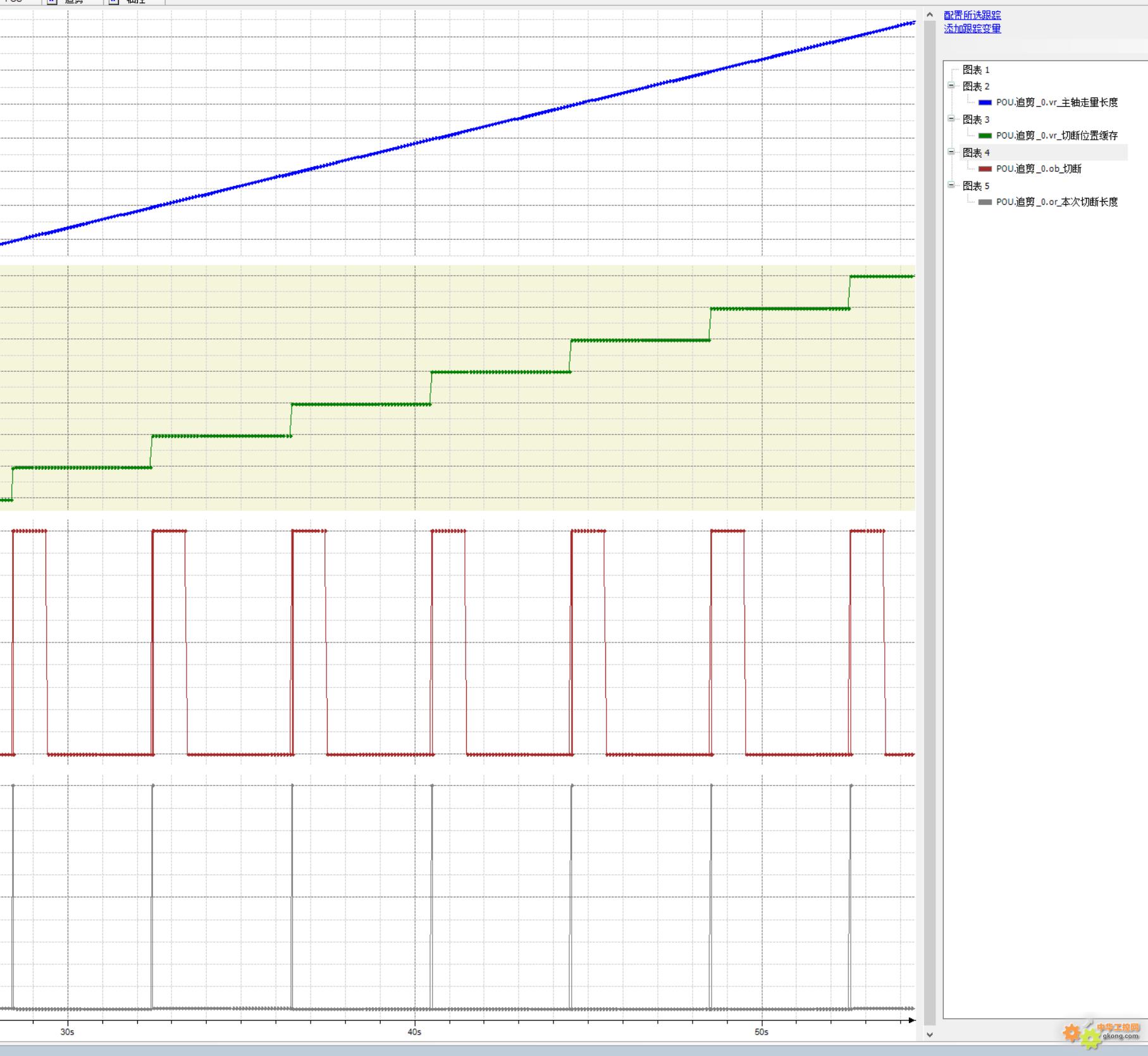
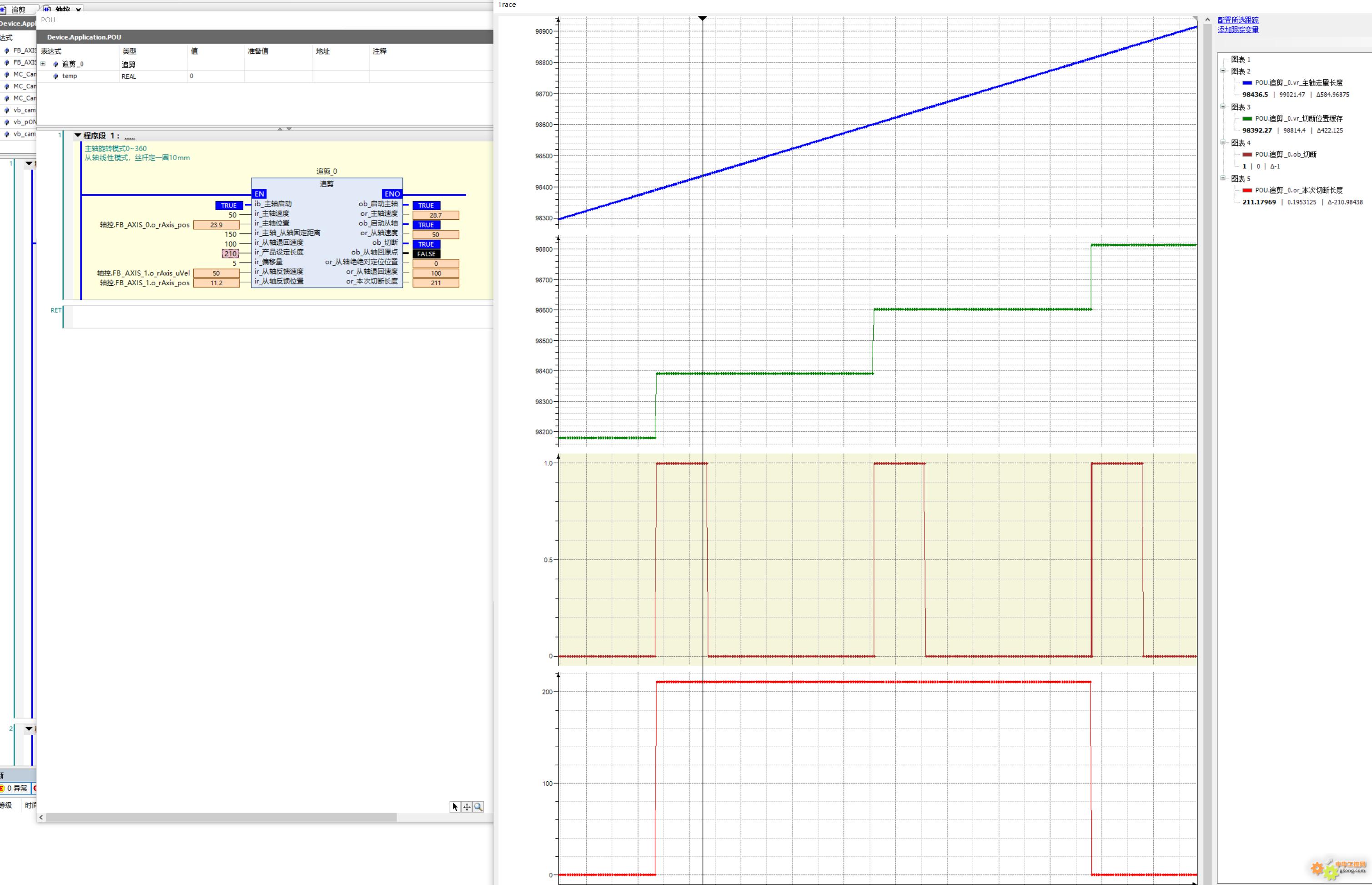
第一行是主轴送料长度(送料轴我是用的旋转模式,0~360度,可以用编码器计算)。可以看到一直在增加,也就是送料长度
第二行是切粒位置缓存,就是下刀的时候把当前送料长度缓存下来。
第三行是切刀输出。
第四行是 下刀的是时候把 当前送料长度位置-上次缓存位置的值,但是我用的上升沿,很不稳定,有时候是0,有时候是201(我设置的切料长度200
23-03-21 20:57

我改成210,监控切刀ON的时候是211左右,感觉是一条直线(每次切的长度一致性还行)
程序就不发了,逻辑就是那个逻辑,知道几个变量,自己算就行。
汇川的AM401,感觉不是很稳,ECAT总线2轴循环时间1ms左右,MAIN任务循环时间几十us。
最后修改:2023/3/21 21:29:56
23-03-21 21:29
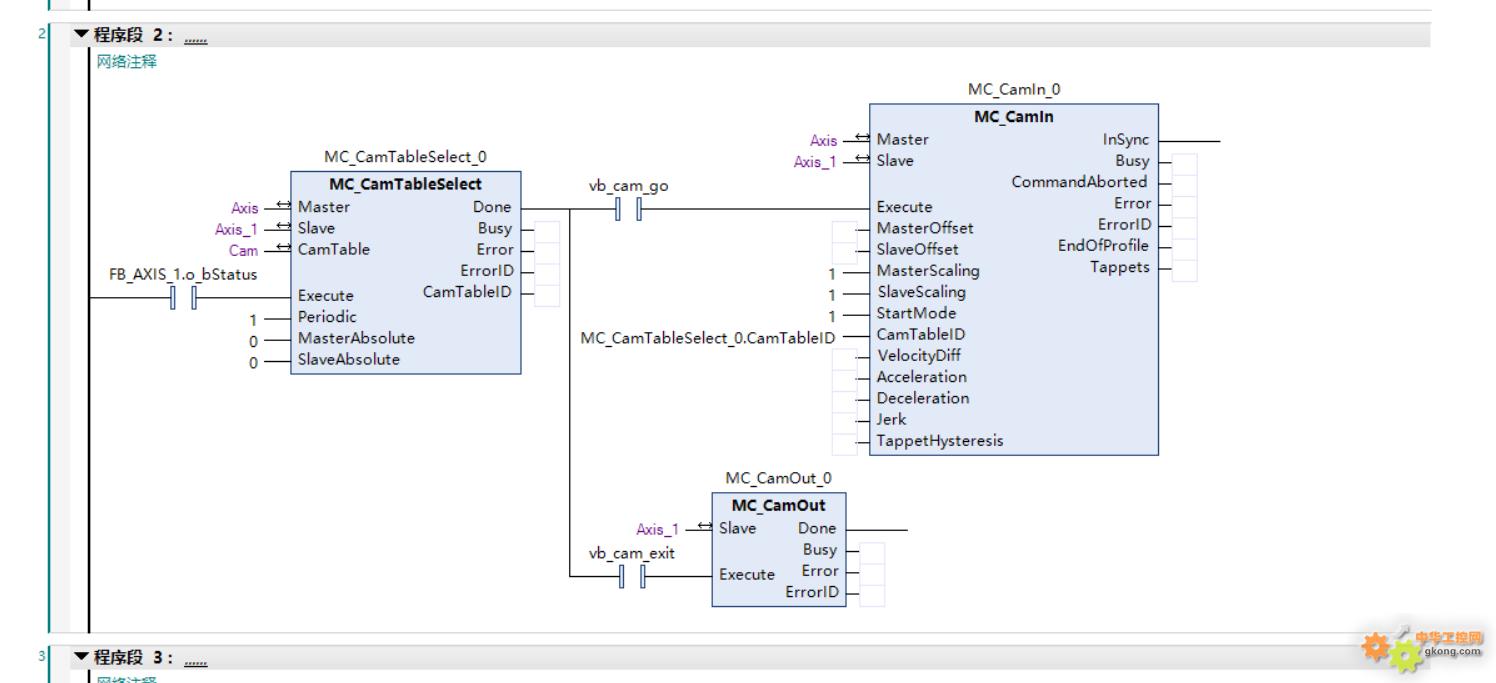
其实,我想弄电子凸轮的,但是还是要给耦合开始位置,位置也需要算,估计结果还是不准,
估计有个好处,速度应该比伺服JOG运行稳,而且主轴经过换算,感觉肯定有差别,比较Π是除不尽的....
不知道商用机如何做的,有时间研究研究
![附件 QQ图片20230321221409.jpg]()
估计有个好处,速度应该比伺服JOG运行稳,而且主轴经过换算,感觉肯定有差别,比较Π是除不尽的....
不知道商用机如何做的,有时间研究研究
23-03-21 22:16