登录
首页
PLC论坛
PLC论坛
回帖
发帖
正文
主题:这是梯形图的问题还是PLC性能的问题?
点击:1048 回复:25
楼主
编辑
引用
管理
514076529
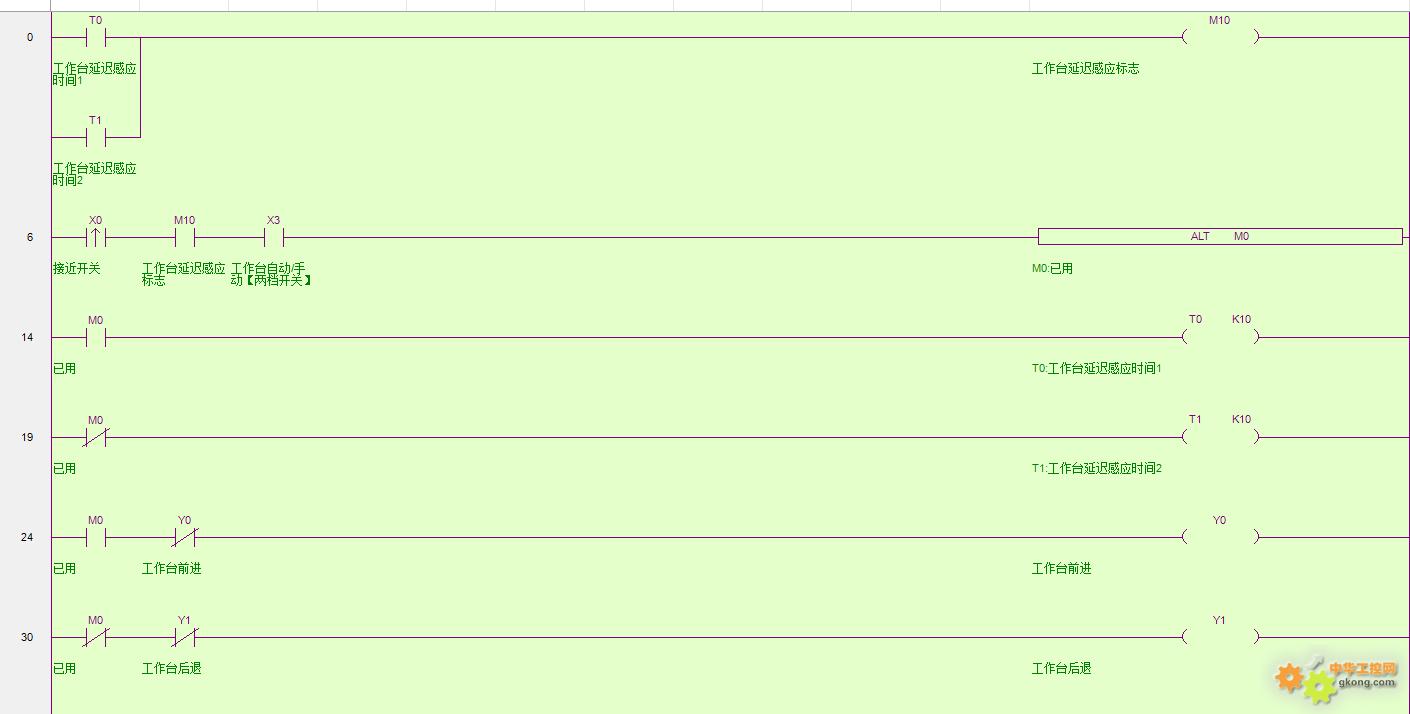
梯形图已精简,设备是龙门磨床,磨一米以上的工件很稳定,这次磨短的【60CM左右】老是出现失控的情况,T0 T1是用来屏蔽螺丝经过接近开关过
冲返回再次感应接近开关造成误动作设置的,如果把工作台速度调慢的话能稳定运行【二楼有视频】,速度一快,有时第一两个来回就会失控,有
时能运行七八个来回才会失控,但是失控的时候都是在感应前面那根螺丝才会失控的,我同时将T0 T1分别设置为【K9 K8....K5】都一样,设置到
K3的时候屏蔽螺丝过冲返回的功能就失效了,PLC 是信捷XC1
23-02-17 21:20
1楼
编辑
引用
管理
514076529
23-02-17 21:21
2楼
编辑
引用
管理
bnnyygy
设计的好绕啊。
设计逻辑:
X0肯定就是换向检测开关。 X3肯定是自动不用管。
M10是屏蔽机械过冲返回X3的。(避免二次感应)
那就是说,要换向,必须等待M10=1的时候,M10等于1需要T0/T1(M0换向标志ON或者OFF掉。
那就有个问题了,工作速度快加上行程短,一个是过冲肯定要多一些,二是行程短,正常感应的时间变短。
~~~~~~~~~~~~~~~~~~~~~~~~
程序逻辑好像也没问题,而且应该是批量机器,楼主不妨考虑是不是硬件问题?
例如前后X0感应的丝杆高度,大小是否有差异,丝杆顶部不平?
~~~~~~~~~~~~~~~~~~~~~~~
如果都没问题,再考虑改改程序,我感觉程序上没啥问题,可以考虑在哪两根丝杆上想办法
23-02-17 21:57
3楼
编辑
引用
管理
bnnyygy
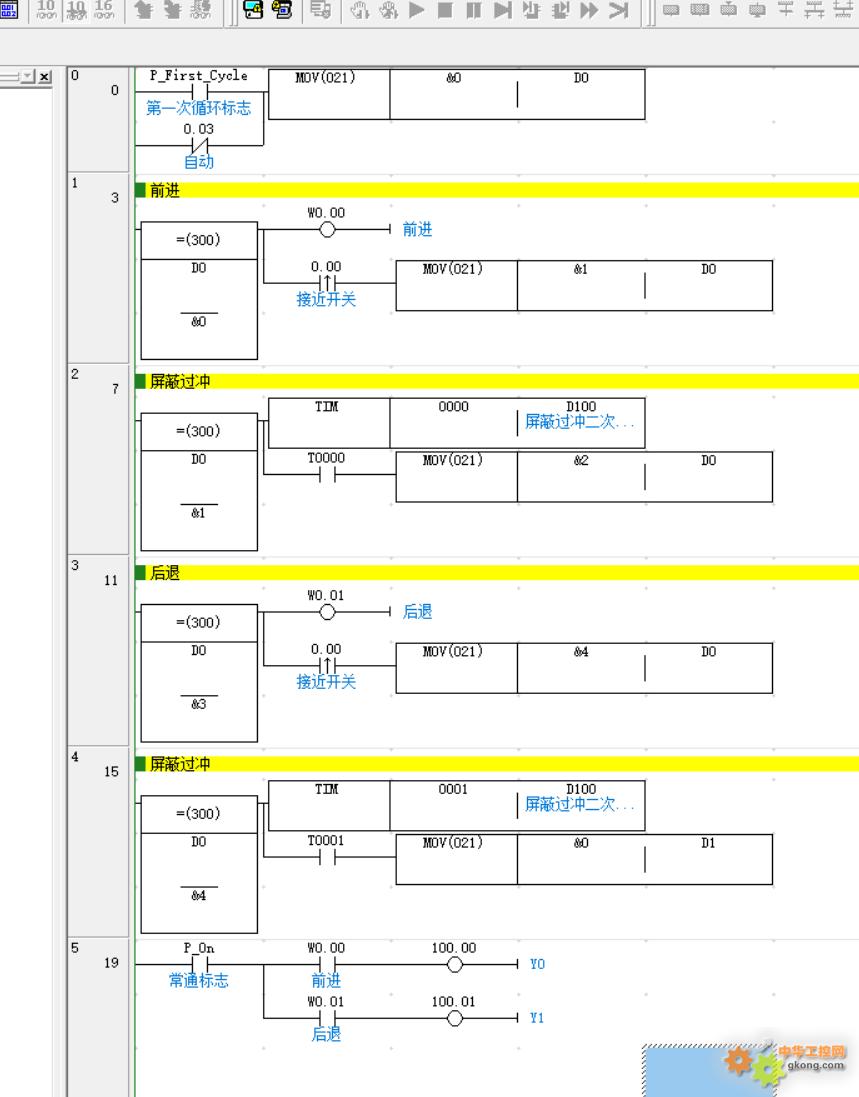
我用欧姆龙写了一个,感觉逻辑是一个 意思;
感觉就是屏蔽过冲二次感应时间没配合好造成换向失败;
这个时间如果太长,长件就没问题,短件就会错过感应时间。
如果时间太短,消除过冲就会失效。
感觉还是再感应那边想办法
最后修改:
2023/2/17 22:09:22
23-02-17 22:08
4楼
编辑
引用
管理
514076529
长的工件运动起来都没问题啊,这是我们厂自己组装的,我是装配电工PLC业余学了点皮毛
23-02-17 22:16
5楼
编辑
引用
管理
514076529
感应部分应该也没问题,因为如果有问题的话就不会有反向运动了,问题出现在我屏蔽了过冲感应 为什么有时过冲还是会感应
23-02-17 22:32
6楼
编辑
引用
管理
SZHFEI512
不用延时
23-02-17 23:00
7楼
编辑
引用
管理
chi1225
就一个正反转动作,程序再优化下;还不行可能真就是硬件问题。。
23-02-18 08:06
8楼
编辑
引用
管理
YXBK
机械有没有问题
换向的时候有没有卡顿
把K10改成K15看看
23-02-18 08:24
9楼
编辑
引用
管理
514076529
引用
YXBK
在 2023/2/18 8:24:40 发言
【内容省略】
机械那些和平时一样顺畅,我比较怀疑是PLC 性能的问题,刚才改成K15试了一下 故障依旧
23-02-18 09:16
上一页
下一页
工控新闻
三菱电机FR-D800系列变频器国内发售
埃夫特继续出售巴西子公司股权 进一步优化资产结构
工厂游火热折射中国制造之变
施耐德电气亮相链博会:链动全球价值,共创共赢共生
米尔将出席瑞芯微第九届开发者大会
Vishay AC03-CS系列轴向绕线安全电阻现推出WSZ引线版本
大模型与制造业深度融合需迎接三大挑战
BIS-6690P-B10:增强性能与高可靠性设计,适用于光伏阵列边缘监控
更多新闻资讯