登录
首页
电工技术
电工技术
回帖
发帖
正文
主题:工件外涂,那种工艺取向
点击:774 回复:6
楼主
编辑
引用
管理
知道一点
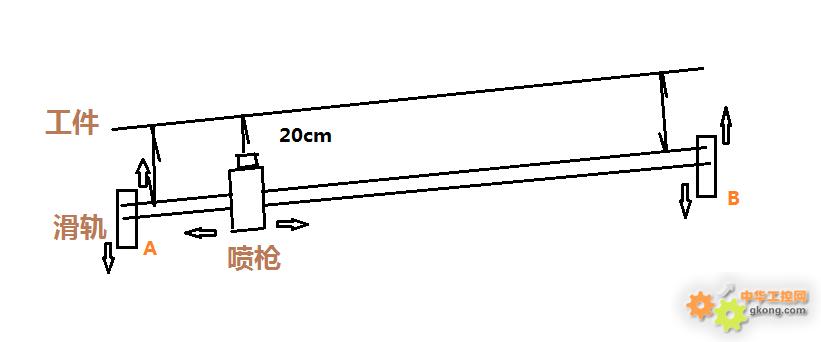
昨天说了工件内加工处理,今天说说外加工,目前有二种方案,如果您有更好的方案也请提供,谢谢
工件在处理过程是静止的,在处理完后,工件在旋转一个角度后再处理。
方案一,喷枪在滑轨上左右移动,工作前调整A-B与工件距离,保证喷枪与工件距离20cm,A-B的调整,人工/自动
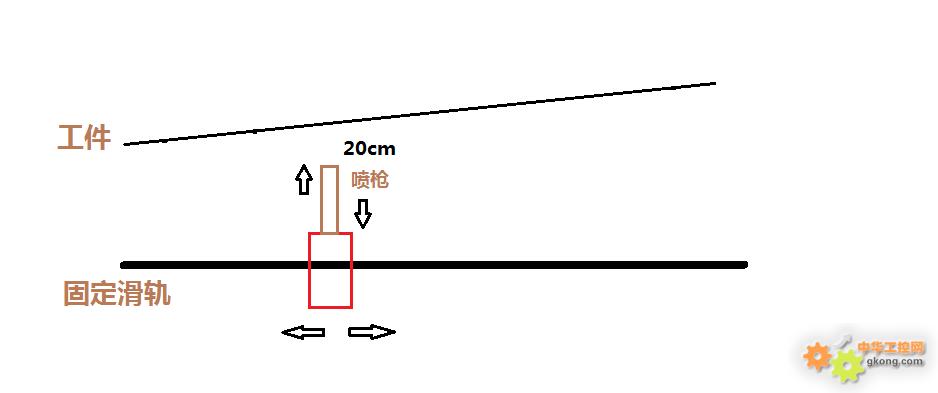
方案二,喷枪在滑轨上左右移动,喷枪与工件距离的调整随装载平台的左右移动随时调整。
二种方案各有优缺点,您趋向那种?
21-09-09 10:08
1楼
编辑
引用
管理
honghaii
个人喜欢方案一。那样只需要考虑喷漆的问题其它电气问题不需要考虑的。
21-09-09 10:37
2楼
编辑
引用
管理
goldage
要实现方案一没啥技术难度,方案2 的测距传感器选型有难度,毕竟你工况是喷漆,不论红外,激光,超声波都会出现误差,致命误差就是失效。如果解决了传感器问题,在工艺上,出来的效果方案2的效果相对更好。
21-09-09 21:44
3楼
编辑
引用
管理
知道一点
引用
goldage
在 2021/9/9 21:44:00 发言
【内容省略】
第一种,设计简单,程序简单,成本低,产品效果能比第二个差?
第二种,高大上,换品种就换菜单,比第一种使用简单
安装定位后可以不用传感器动态检测,理论计算就可以。
如果一定要用传感器,1.在动作前传感器检测定位,2,实时动态检测,可以磁感应位移传感器
也可以先示教,再工作,规格不变示教一次就欧克,以后作为菜单使用。
成本第二种要比第一种高多少?不关心,只在乎设计,编程,调试等费用给多少。
21-09-09 23:17
4楼
编辑
引用
管理
10011001
看您的产品是什么样的,要是小个体单件,建议用第二种;如果是长条大体积喷涂件,那建议第一种。。。
21-09-10 01:16
5楼
编辑
引用
管理
陈嘉伟
可以和机械工程师商量,每个都做工装夹具来定位,或者工装夹具做好以后可以通过插销来调整角度,喷漆的重点主要是平整度和厚度,如果用伺服插补……也不是不行……只不过看成本和性价比
21-09-10 08:14
6楼
编辑
引用
管理
知道一点
引用
陈嘉伟
在 2021/9/10 8:14:47 发言
【内容省略】
我是趋向第一方案,A-B调整,低价用人工,自动化用丝杠,驱动可以伺服电机或伺服电缸,方法很多。
21-09-10 08:41
工控新闻
华为旗下两大国产工业软件企业正式合并
CC-Link协会受邀参加第二十一届”工业自动化与标准化”研讨会 现场采访
CC-Link IE TSN技术赋能智能检测装备,驱动制造业数智化转型—CLPA亮相第二十一届工业自动化与标准化研讨会
工信部将完善人形机器人等产业发展政策
尼得科旗下品牌恩布拉科压缩机将在印度建厂
和利时成功签约新加坡汤申-东海岸线延长线地铁综合监控系统项目
中国移动AI+新型工业化创新研究院正式成立
台达位列中国企业社会责任发展指数前十 连续六年获颁“杰出责任企业”
更多新闻资讯