
如题,楼主新去了一家A公司,做的是测量设备,需要用到工控机。
本来有一个专门搞这部分的工程师,可是老板新开了一另一家B公司,让他做了总经理,于是乎2020年楼主要接手这部分的工作。楼主看到那些IO板,PCL板,一堆高级语言,心态都崩了
后来转念想一想,我会PLC啊!!测量动作又不复杂,梯形图就可以搞定!测量的话,用串口通讯上传到工控机也行啊!
【A公司的总经理跟我说PLC成本高,我反问了他那些PCL的板卡多少钱?然后说我有信心实现同样的功能,这才忽悠过去了!!!】
于是PLC用作执行元件和模拟量数据采集元件,工控机用做测量请求和数据库保存还有数据分析等功能。
数据库摸了1个星期,能实现数据保存,然后摸串口通讯,找了各种资料,CDSN,博客园,各种例程删了又改改了又删,翻了很多手册
刚刚也能顺利把PLC和工控机经过串口通讯连起来,在工控机上可以实时读取PLC发送的数据
心里才定下来。
附上代码的截图。
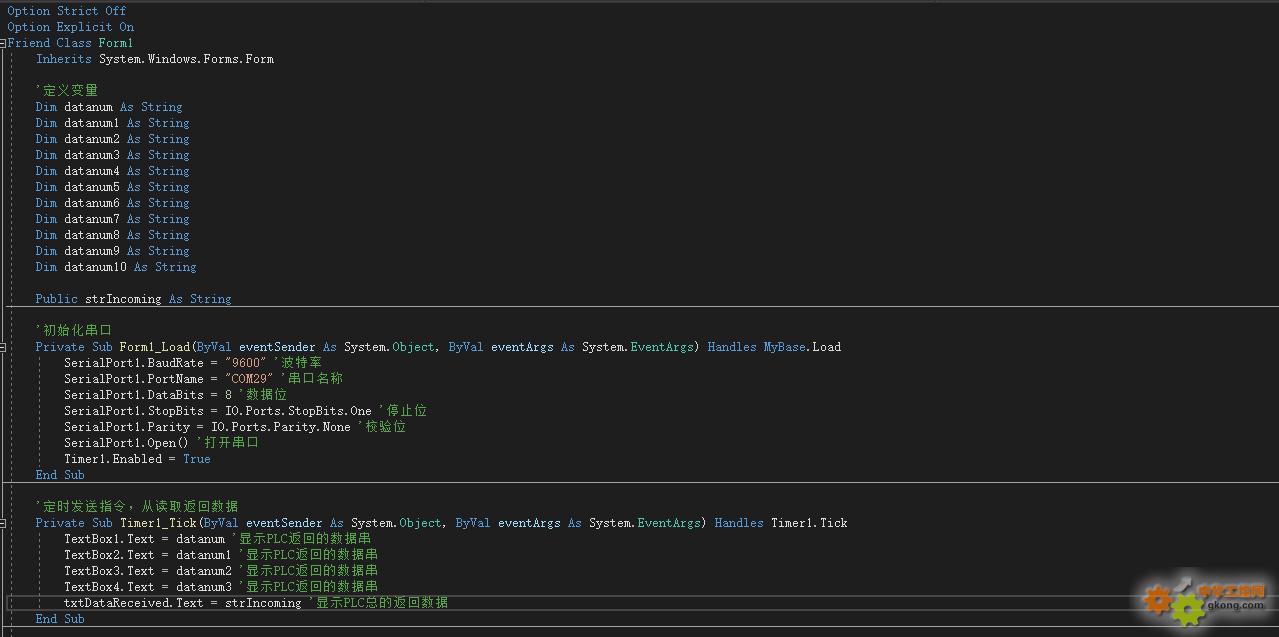
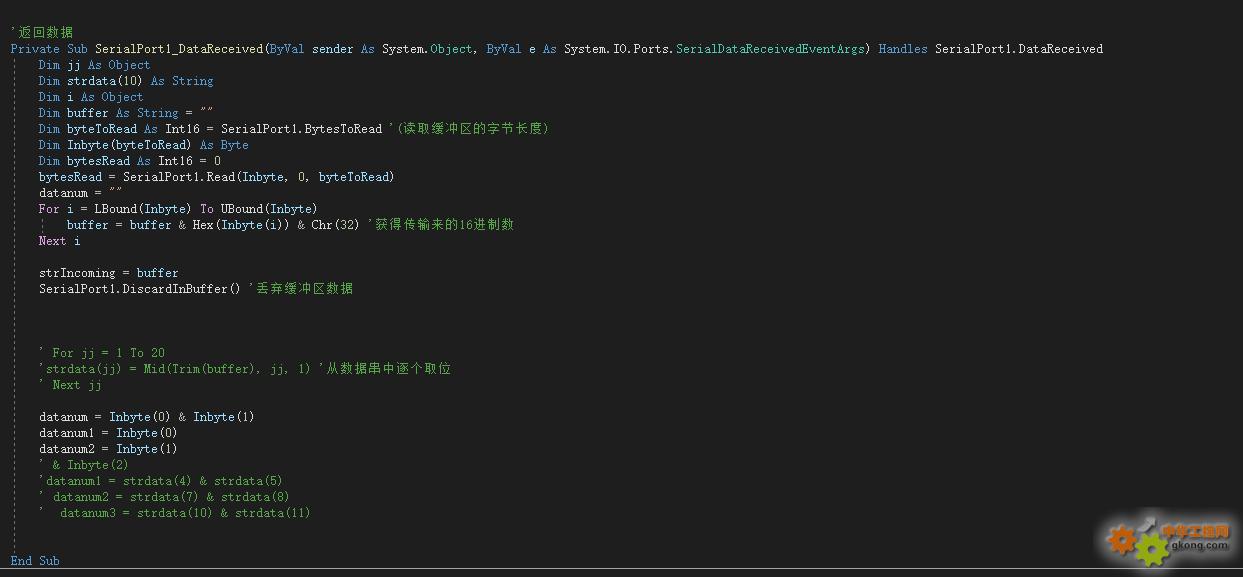

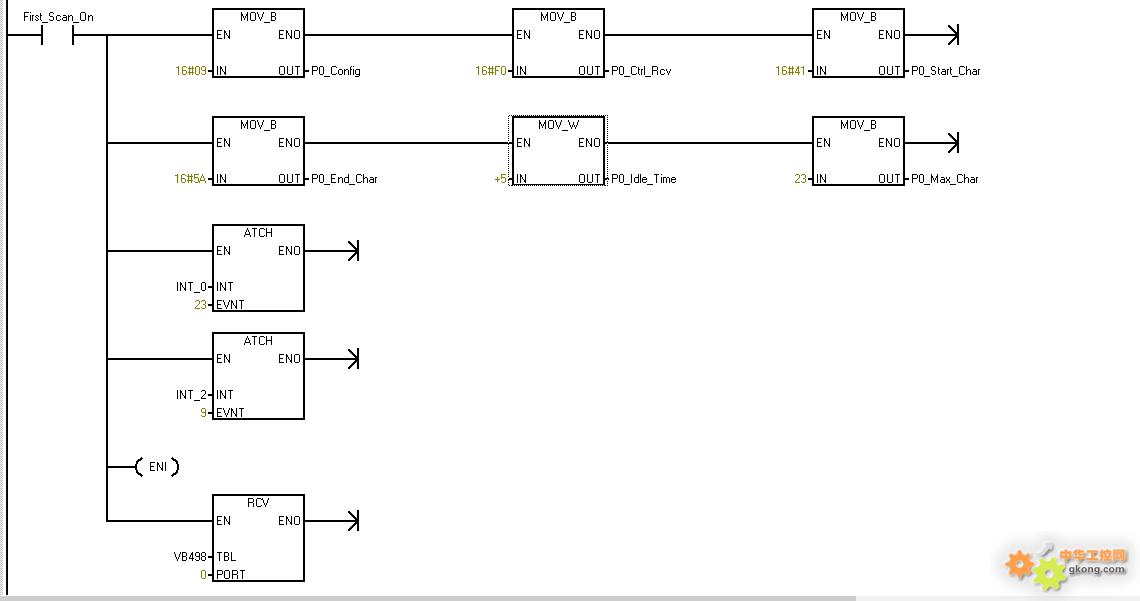
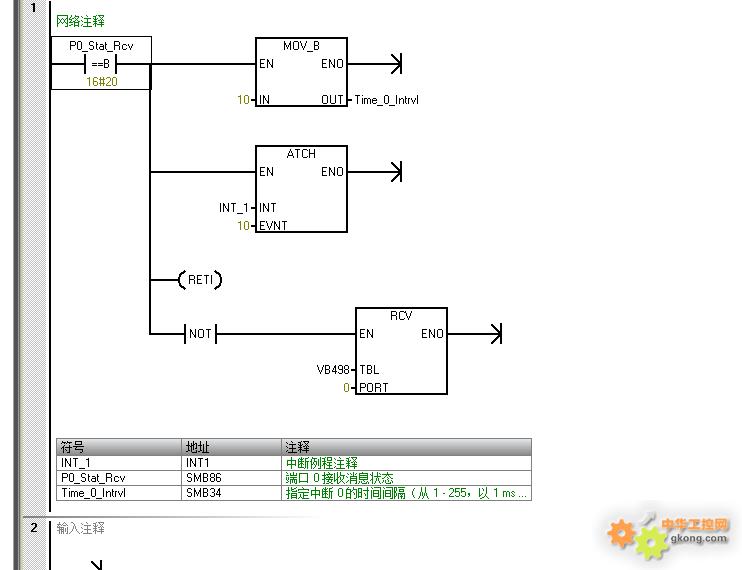
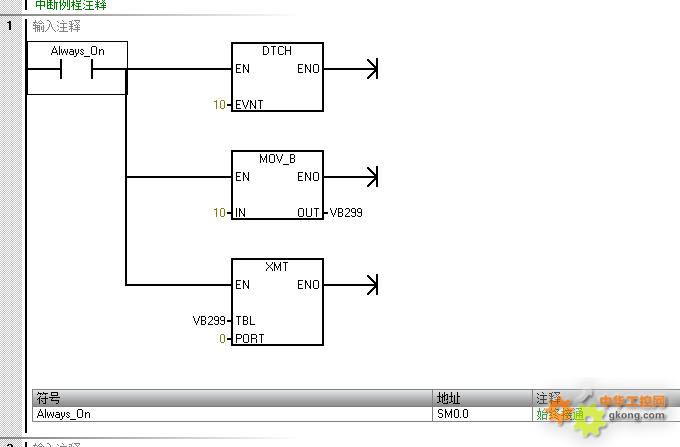
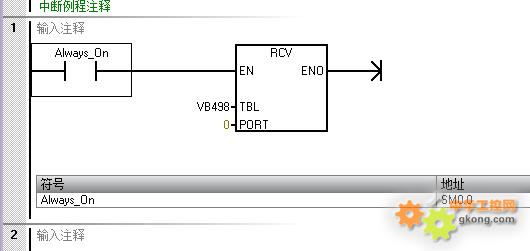
实现的功能是,工控机上位机发送起始字符是“A” 结束字符是“Z”的一串ACSII码到PLC的VB200-VB210中
PLC同时吧VB500-VB510的数据返回给工控机
这样做其实有点笨,但是这是没办法的办法,楼主没那么多时间去从VB.NET的一本书从头开始慢慢摸,只能那个方法快就用那个方法了!
成功接手后,以后还是要补补PCL板卡的内容,争取不要用PLC来进行二次执行
没办法的办法
PLC同时吧VB500-VB510的数据返回给工控机
这样做其实有点笨,但是这是没办法的办法,楼主没那么多时间去从VB.NET的一本书从头开始慢慢摸,只能那个方法快就用那个方法了!
成功接手后,以后还是要补补PCL板卡的内容,争取不要用PLC来进行二次执行
没办法的办法
19-11-16 16:04
例外想问问,想这个帖子里面三菱有能和上位机直接通讯的功能,那么西门子的有没有类似的,之前摸了S7库,感觉用处不大
http://m.gkong.com/bbs/473032.ashx
http://m.gkong.com/bbs/473032.ashx
19-11-16 16:08
