屏,逻辑控制都比较顺利
定量控制费了老鼻子时间
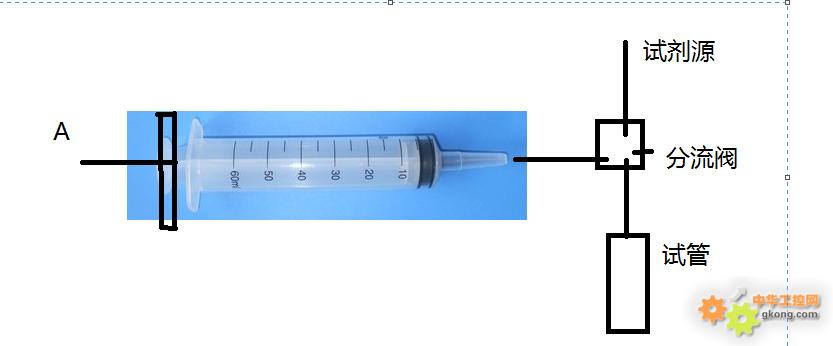
工艺:使用步进电机(所有参数已知),向左拉移注射器(参数已知),从试剂源抽入试剂一定量(基本满),电机停。分流阀换向,步进电机反转,向右推注射器,排空前端。停电机,换试管,步进电机再次启动,定量右推注射器,达到设定值,步进电机停。换试管,启动电机,再次定量右推注射器达定量停。........直至注射器基本推尽,在进行下个周期。
试剂质量密度已知。
定量误差0.01g,检测是将试管拿到隔离电子称(在大型金店可以见到)
您怎样做
增加下个要求,可能咱们不谋而合
这个要求是调试时发现的,我“无意中解决了”他们最初的要求
实际使用中,会换试剂,会换注射器,会更换设定值
提示,改以前,标定后不敢换,专台专用,原因是标定太费时(难)
最后修改:2019/4/13 12:42:08