程序不复杂,编码器固定到一个滚轮上,切刀是气缸控制,切刀下去后清零编码器位置继续完成下一个
现在遇到了一个问题,滚轮周长算出后有误差,这个项目长度要求不严格,倒是没事,现在遇到问题是这个误差会累积,比如我算出滚轮周长是100,而滚轮实际周长是99.5,第一次切会在99.5切,而第二次就会99切以此类推,切的越多误差越大,怎么能够在程序上修改一下呢

引用 秀空 在 2018/10/20 13:55:08 发言【内容省略】
感觉问题应该出现在这里,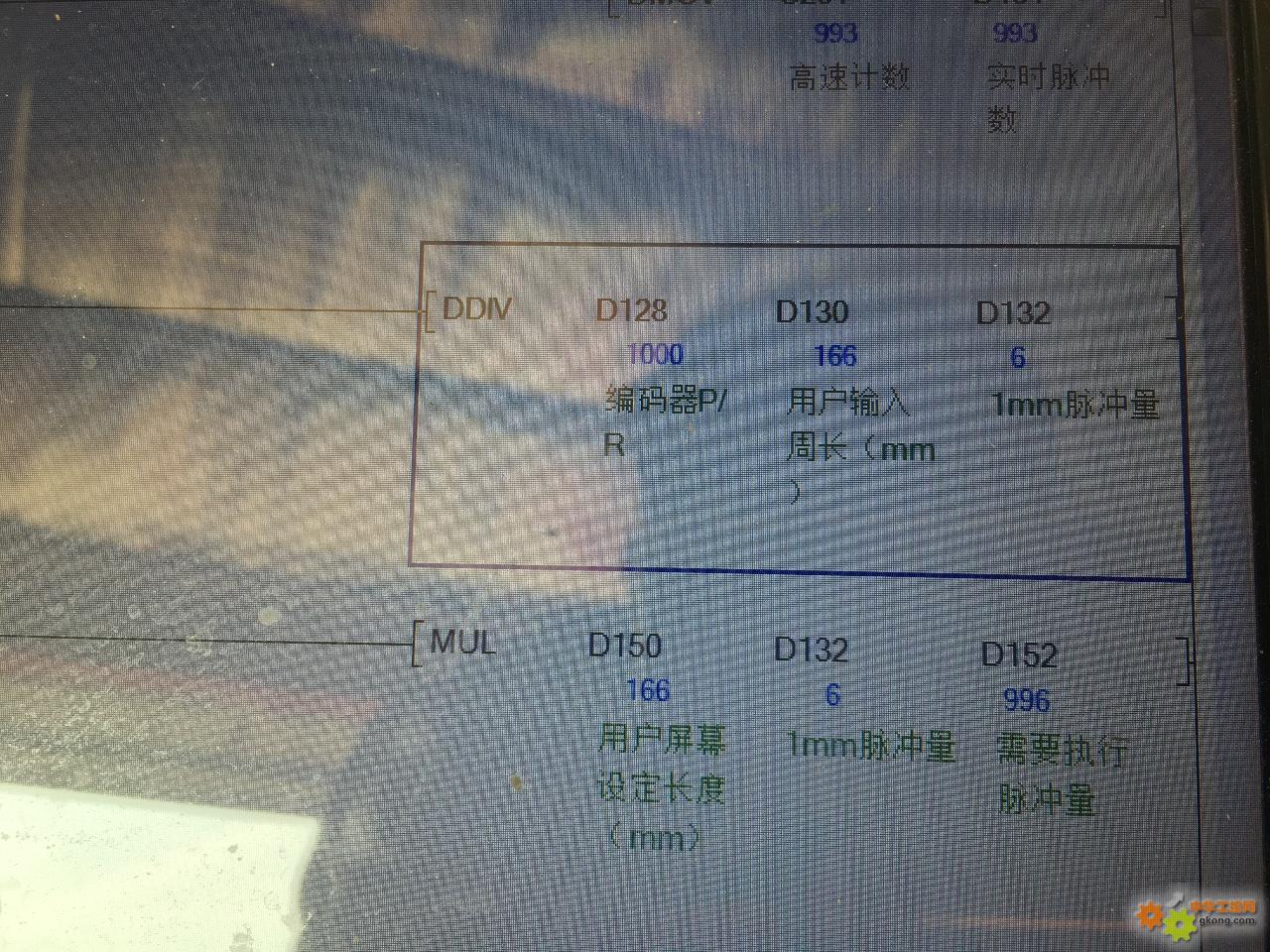
18-10-20 13:58




。。。。。。我想说的话,4楼全说了。
补充说的是;你这个控制用套步进电机,定多少长度,到位,气缸切,打完收工 。
另,楼主可否让我涨涨见识 ----- 什么 PLC 不支持浮点数啊 !?
18-10-21 00:01
