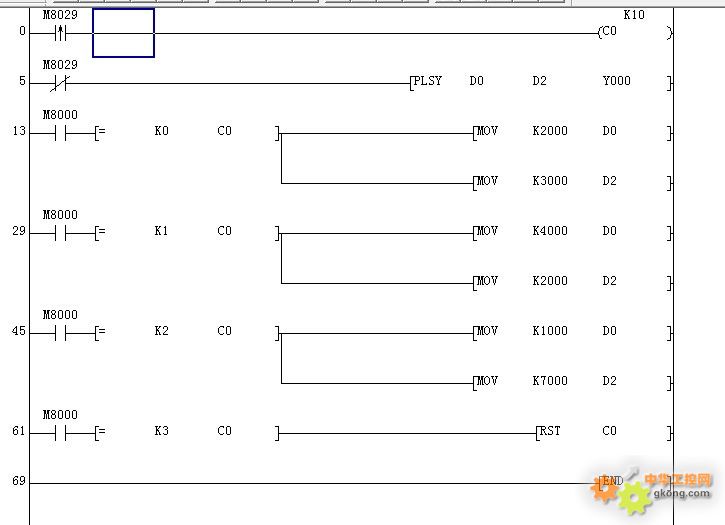
用FX1N给步进电机编程控制,驱动器设置为40000脉冲转一圈,现在是想分多种速度走完这一圈,例如用K3000这个频率走10000脉冲,紧接着用K500频率又走10000脉冲,再接着用K1500这个频率走10000个脉冲来完成这一圈转动,谢谢
14-06-22 21:32
点击:707 回复:8