


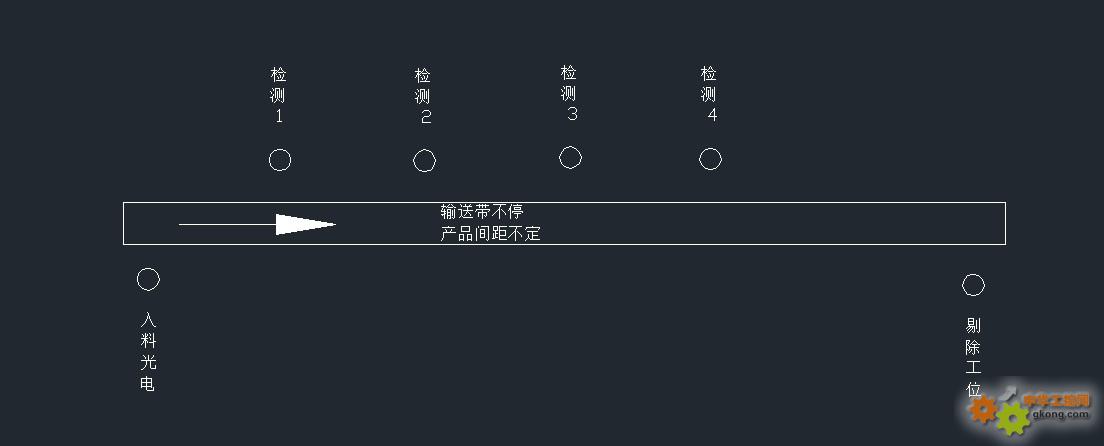
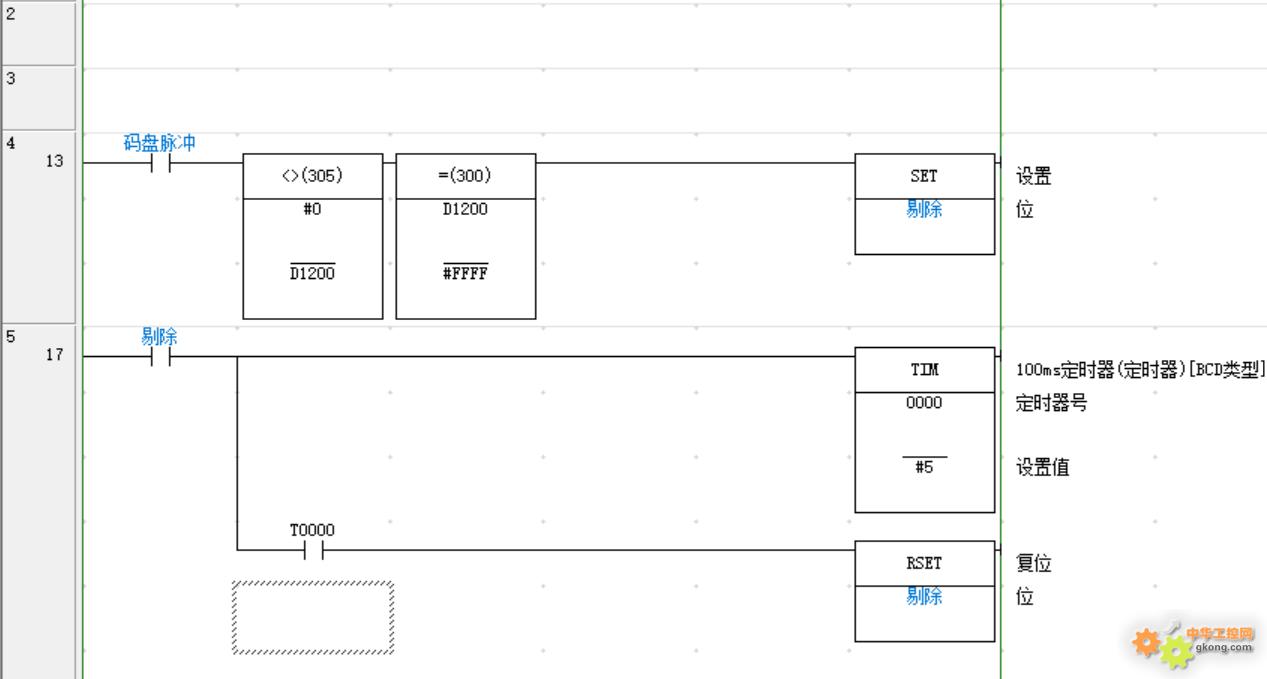
产品间距不一致怎么个移位思路,前边检测工位给出不合格信号之后,怎么处理跟踪各工位信号在后端能保证准确无误的将其剔除掉
最后修改:2024/5/18 17:23:23
24-05-18 17:20

引用 琉夏 在 2024/5/18 17:18:07 发言【内容省略】
根据这个示意图,认为4个检测是在线检测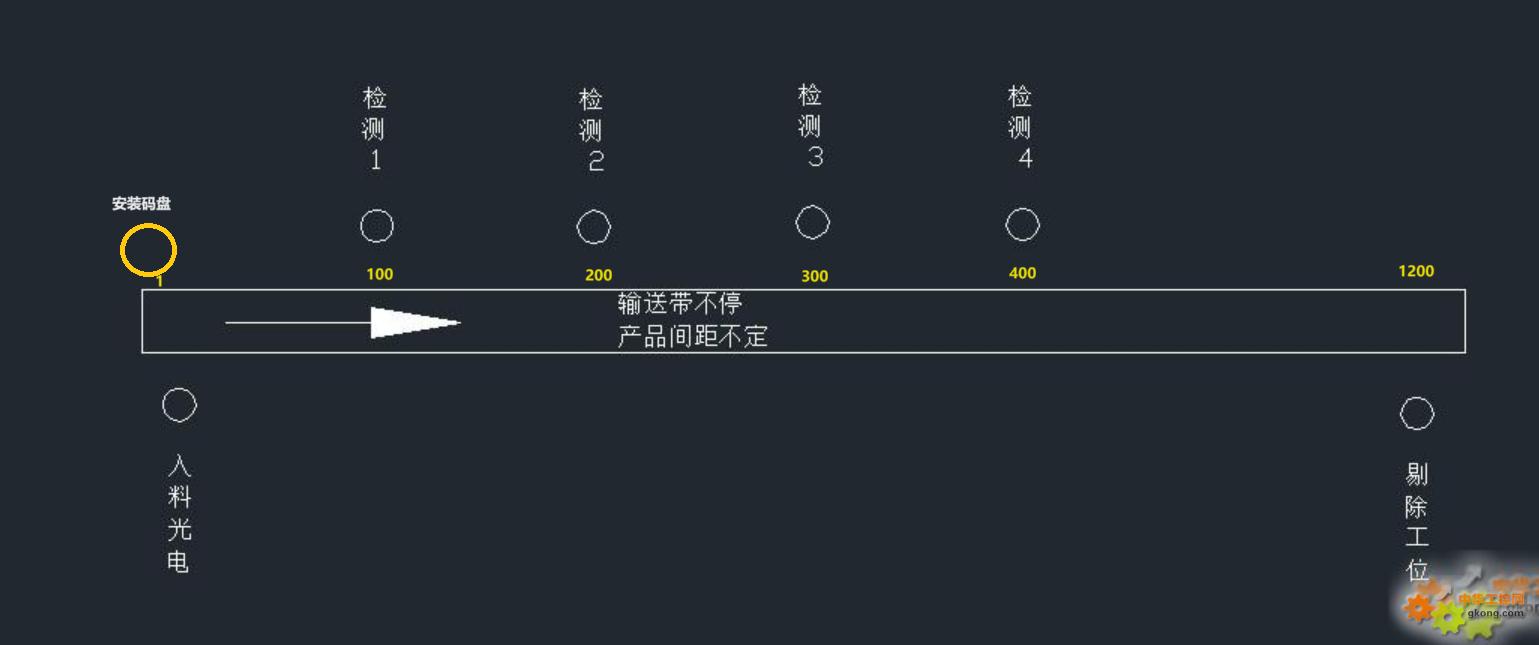
从原点到个检测点,剔除点对应距离~脉冲数
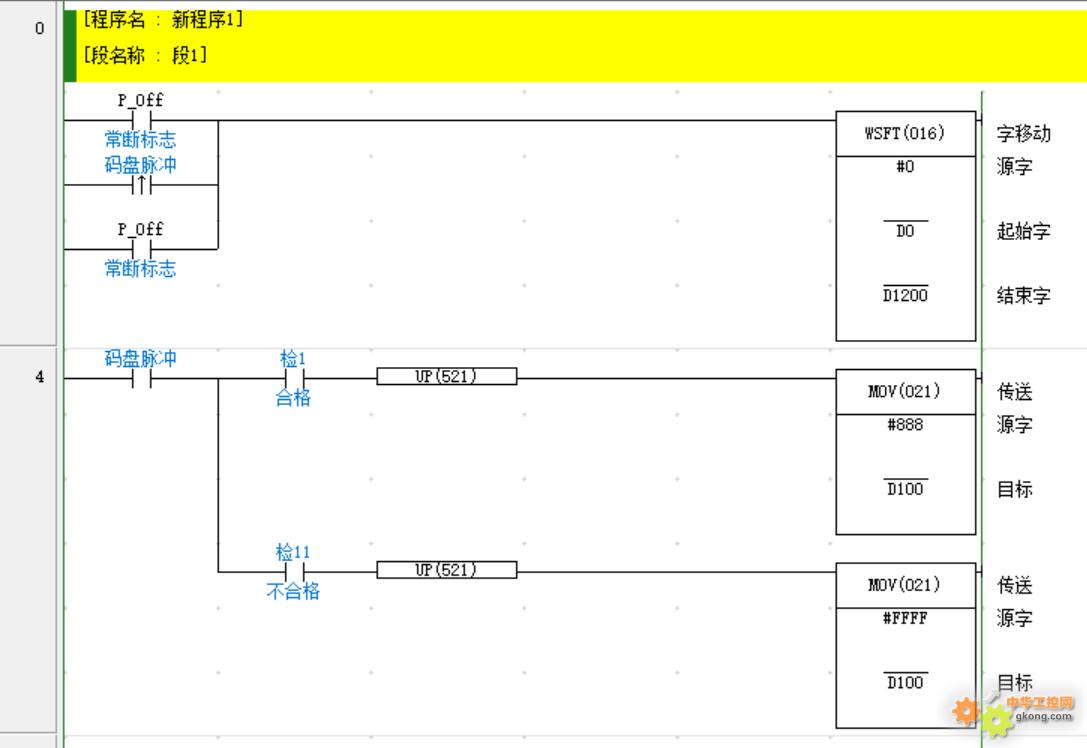
在PLC中预留这个数据区,比如D0-D1200
前边说了,检测是过路检~相应很快
24-05-18 22:05