
最后修改:2022/5/23 10:09:28
设备需要改制,以前分公司做的,但之前负责的同事早离职了,所以,这事落到他头上了。他今天仔细看了下这程序,听说骂死那人的心都有,大吐苦水说道:自动流程必须用流程步来写,所有用起保停来写的都是垃圾。
22-05-20 09:17

引用 dingood 在 2022/5/20 9:17:46 发言【内容省略】
时间太充裕了,才会在意这种想法,如果被下面的人骂,就不会有这种想法了,甚至于还可能奋发图强了。
22-05-20 09:32
一个好的程序确实应该要让其他人接手的时候易于阅读并方便修改。
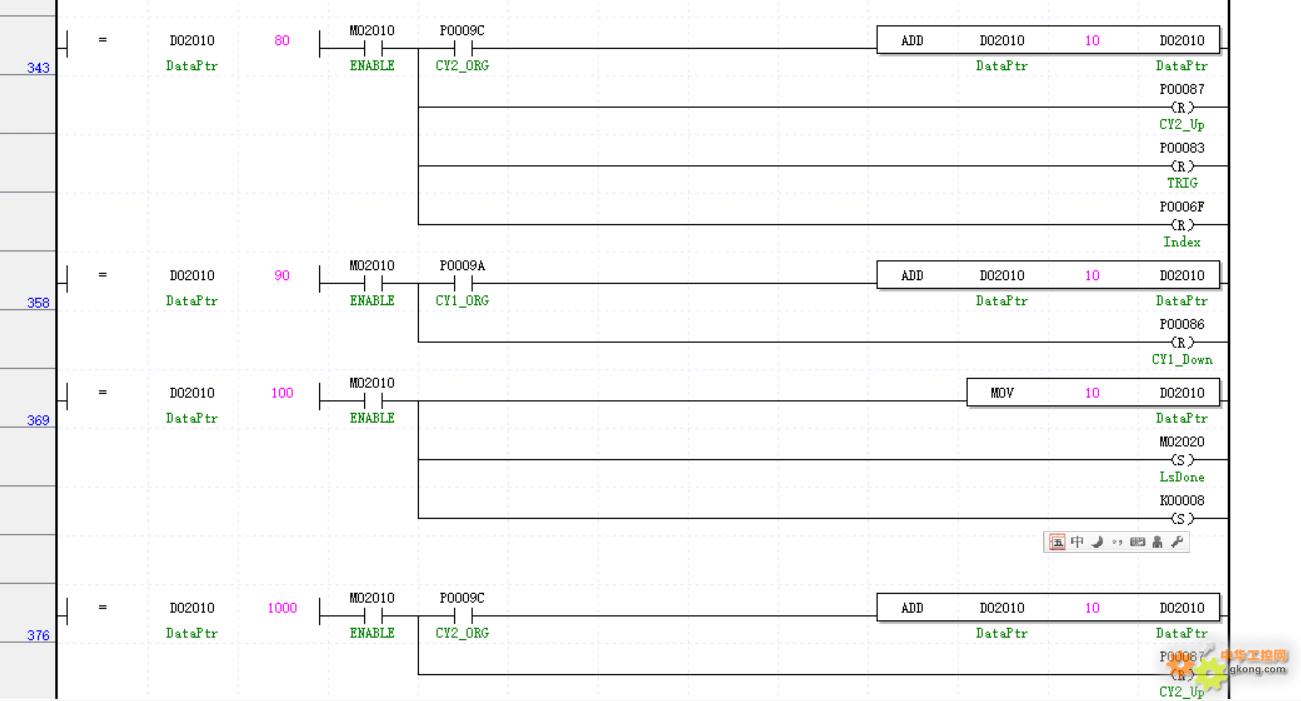
个人认为最好的程序控制写法是对设备每个部分动作子程序建立一个Step字
当Step=0时为停止状态
当Step=10时执行什么,条件满足后,Step=20
当Step=20时执行什么,条件满足后,Step=30
当Step=30时执行什么,条件满足后,Step=40
当Step=40时执行什么,条件满足后,回到Step=10
当Step>0时停止条件满足后,Step=0
这样其他人哪怕初次接触程序,只要监控这个变量当前值是多少就是处于哪一步,而且为什么不往下执行很容易监视到哪个条件不满足的原因
而且设备各个部分之间的数据交互不要通过程序的触点,而要学会通过数据来交互。
最怕的是一大堆条件互锁,上下非常多的程序行有关联的。各个子程序之间有大量数据不通过数据接口形式交换的而是直接引用程序触点的。头都大了。
个人认为最好的程序控制写法是对设备每个部分动作子程序建立一个Step字
当Step=0时为停止状态
当Step=10时执行什么,条件满足后,Step=20
当Step=20时执行什么,条件满足后,Step=30
当Step=30时执行什么,条件满足后,Step=40
当Step=40时执行什么,条件满足后,回到Step=10
当Step>0时停止条件满足后,Step=0
这样其他人哪怕初次接触程序,只要监控这个变量当前值是多少就是处于哪一步,而且为什么不往下执行很容易监视到哪个条件不满足的原因
而且设备各个部分之间的数据交互不要通过程序的触点,而要学会通过数据来交互。
最怕的是一大堆条件互锁,上下非常多的程序行有关联的。各个子程序之间有大量数据不通过数据接口形式交换的而是直接引用程序触点的。头都大了。
22-05-20 09:37
中大型机,SFC顺序控制确实便于阅读,查错,修改,按布号,类别清晰排列,交接方便,不过有些小设备又没多少步,这么写麻烦,就随便写咋简单咋来,动作OK就算成功
22-05-20 12:41

改造他人的程序,就要先下点功夫看懂他原先的程序架构,了解原先写程序人的思维逻辑;
等了解了以后,你再按照自己的逻辑增减程序,最后项目做出来了再狠狠的骂他的程序很垃圾!
多说一句:如果大家写程序都用一种的方法,那如何体现出你逻辑思维的价值。
一句话,还是改的程序少。
时刻谨记多学习!
共勉!
等了解了以后,你再按照自己的逻辑增减程序,最后项目做出来了再狠狠的骂他的程序很垃圾!
多说一句:如果大家写程序都用一种的方法,那如何体现出你逻辑思维的价值。
一句话,还是改的程序少。
时刻谨记多学习!
共勉!
最后修改:2022/5/20 13:48:31
22-05-20 13:41



被控对象的启停,哪一个不是归结到起保停?
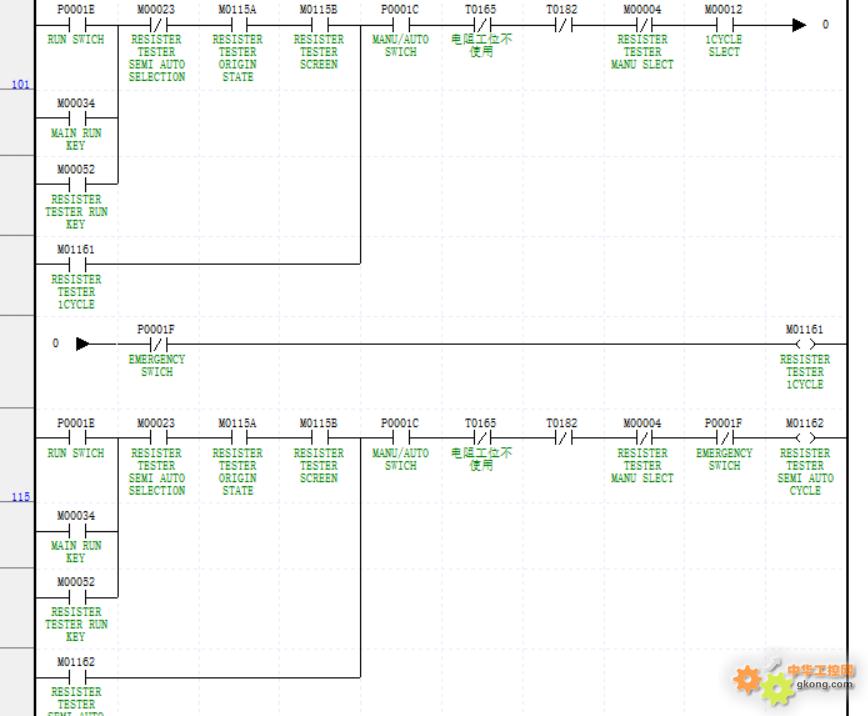
7楼的图中M1161 启动条件10个,断开条件6个,没启动或没保持一目了然,如果用2楼的方式,能快速查到问题点?
他的不垃圾,那就出个布拉吉的控制看看,面对有上百个启动/断开条件电机起保停,难怪大拿当时只是说纸谈他会但不肯出程序。
7楼的图中M1161 启动条件10个,断开条件6个,没启动或没保持一目了然,如果用2楼的方式,能快速查到问题点?
他的不垃圾,那就出个布拉吉的控制看看,面对有上百个启动/断开条件电机起保停,难怪大拿当时只是说纸谈他会但不肯出程序。
22-05-20 19:40
