
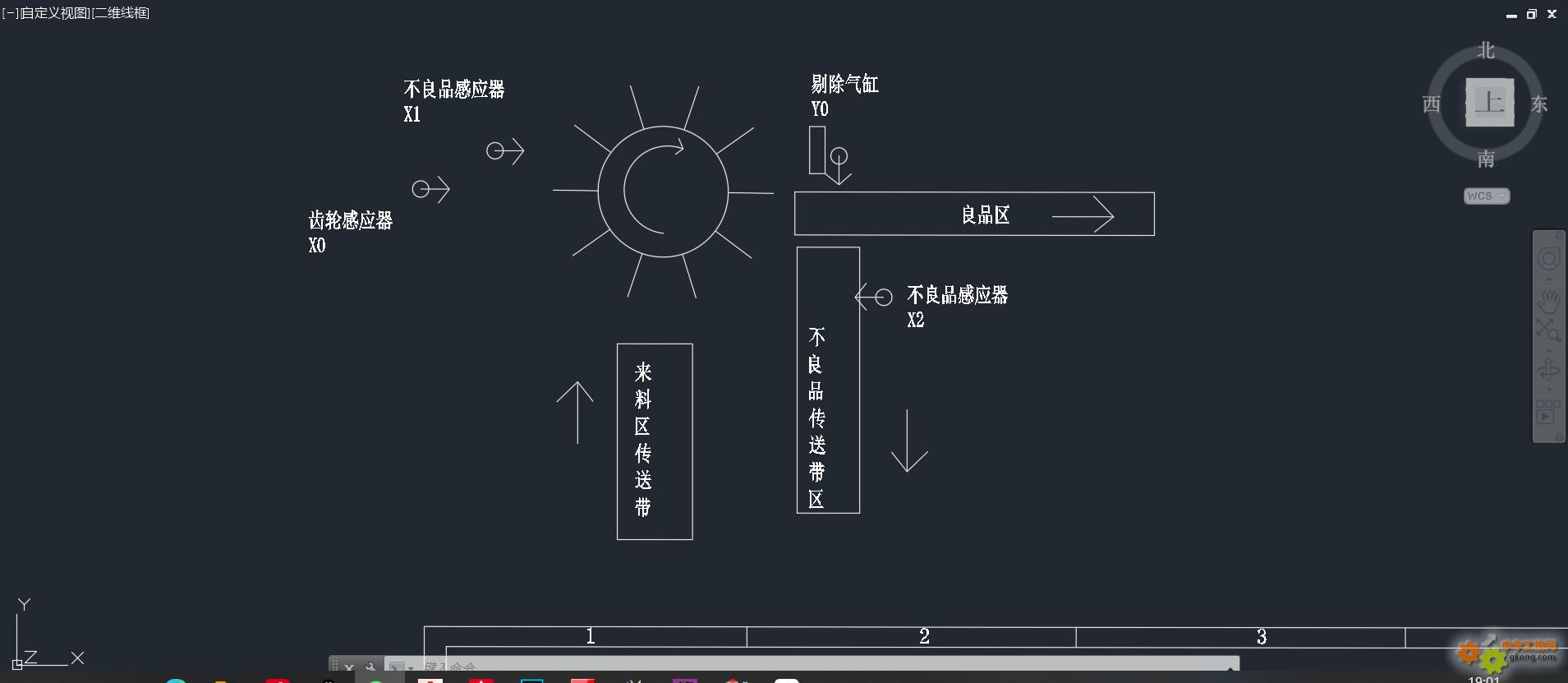
如图是一个大概的机械结构
转盘按顺时针不停止的旋转由变频器控制
X0 是齿轮感应,每转一个齿轮位子就感应一次
X1 是不良品的感应
X2 是不良品已经剔除的检测
Y0 是一个气缸往下动作
动作流程大概是 X1 感应到不良品后还要转4(或者可以设定)个齿轮数才能到气缸位置剔除
1个不良品的话我还能用计数器写一下
但是如果遇到连续不良品的话改怎么写
感谢大神提供下思路或建议
点击:1810 回复:14
 想了一天,刚入门求指导下。
想了一天,刚入门求指导下。
