登录
首页
PLC论坛
PLC论坛
回帖
发帖
正文
主题:新手接手转盘多工位程序
点击:11861 回复:38
10楼
编辑
引用
管理
蜀中之首
引用
szlongren
在 2020/11/19 6:48:23 发言
【内容省略】
2信号检测上料,5信号工位信号
供参考
最后修改:
2020/11/19 10:03:13
20-11-19 08:46
11楼
编辑
引用
管理
chi1225
每个工位是否有料用寄存器判断,等于1有料,等于0无料;1工位做完上料动作应该就判定它有料,往对应寄存器存1,然后转盘每转动一次,用BMOV指令传到下一工位。
20-11-19 09:20
12楼
编辑
引用
管理
szlongren
10楼的师傅写的程序应该可行,但是我看不懂,从没接触过那种梯形图,惭愧呀!三菱系列的梯形图我勉强还能读。今晚来试试11楼说的BMov指令,就是利用1-5工位各用一个寄存器,5工位的检测开关每检测一次就传递一次,依次把D0的数传送到D5加工,加工完复位启动转盘旋转,如此反复应该可行。谢谢你们,辛苦了!如果成功我会把程序贴出来供大家分享,谢谢!
20-11-19 14:28
13楼
编辑
引用
管理
szlongren
我白天基本不是在修机就是在装水电,每天脸上是灰,手上是油,晚上才有空加班弄一下。
20-11-19 14:33
14楼
编辑
引用
管理
蜀中之首
三菱的可以欧姆龙的没道理看不懂
20-11-19 19:32
15楼
编辑
引用
管理
szlongren
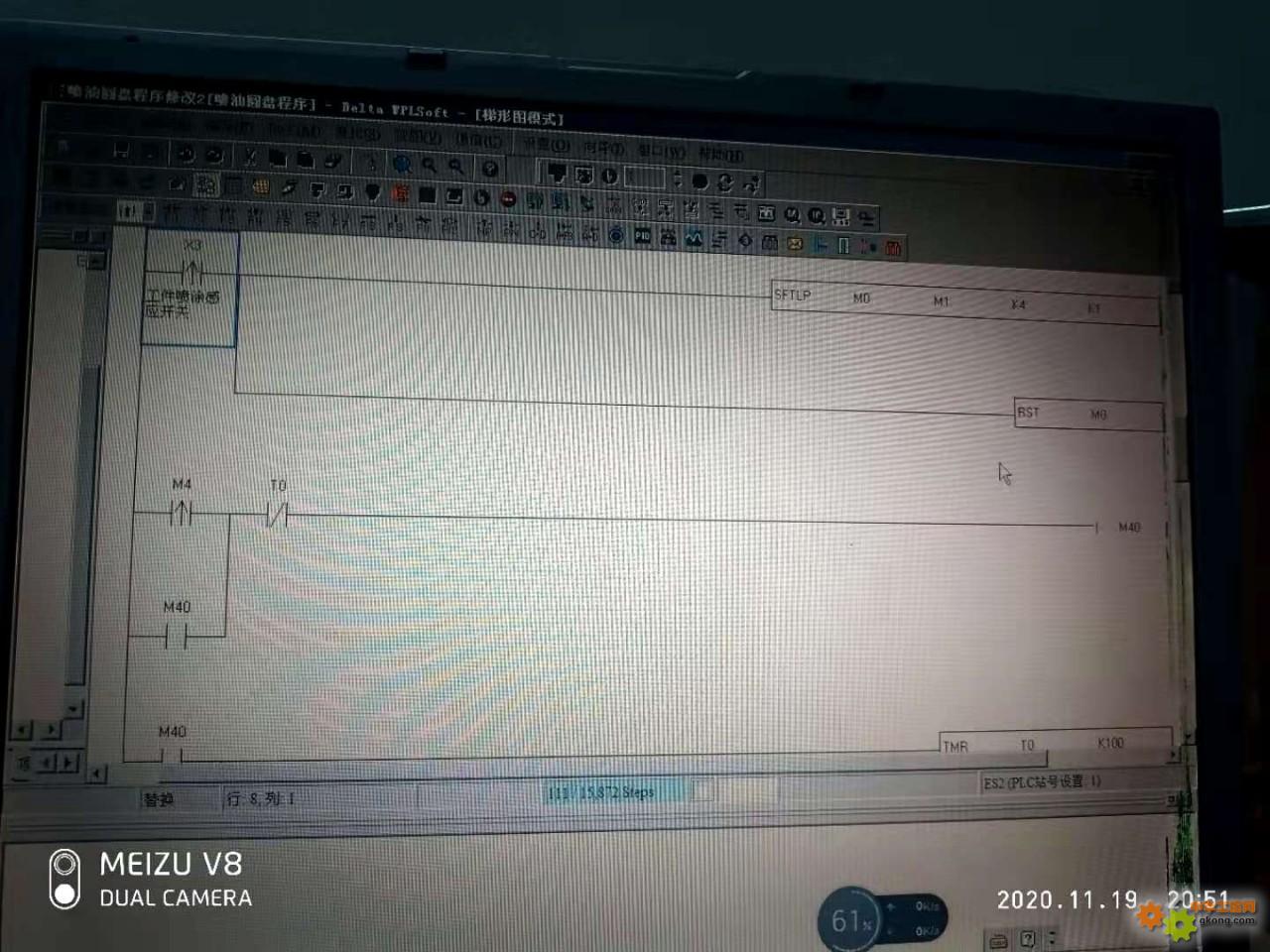
真心看不懂,只认识I\Q是输入输出点,其它的指令看不明白,看来还是得努力学习,向楼上的致敬!我今晚试了一下用SFTL左移位指令,离目标近了一步,程序下载到PLC可以检测也可以加工,但就是连续工位有工件只是第一个件执行,其它的转盘就无视,如果间隔一个工位放一个工件就能全部执行,查了一晚上,没找到原因。
20-11-19 21:02
16楼
编辑
引用
管理
szlongren
监控M0到M4输出,连续的就不行
最后修改:
2020/11/19 21:05:58
20-11-19 21:04
17楼
编辑
引用
管理
waterbu
每转过一个工位,每个工位都要判断,检测的工位判断有无,将对应的位置1,工作的工位有1则进行动作流程,所有工位动作流程做完再转一个工位,如此往复循环
20-11-19 22:56
18楼
编辑
引用
管理
waterbu
M0是第一个检测位,M1是第一个干活位,M2是第二个干活位,一直排下去,每转过一个工位,每个工位都要判断是否有1,去干活的
20-11-19 22:58
19楼
编辑
引用
管理
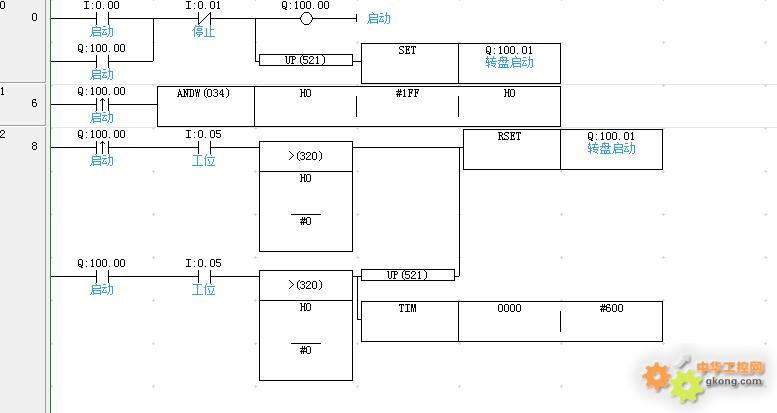
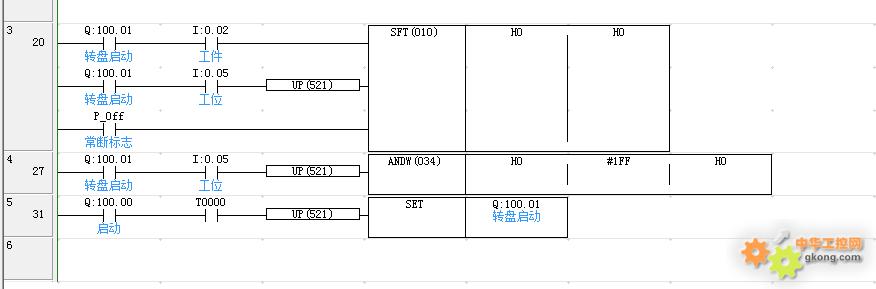
蜀中之首
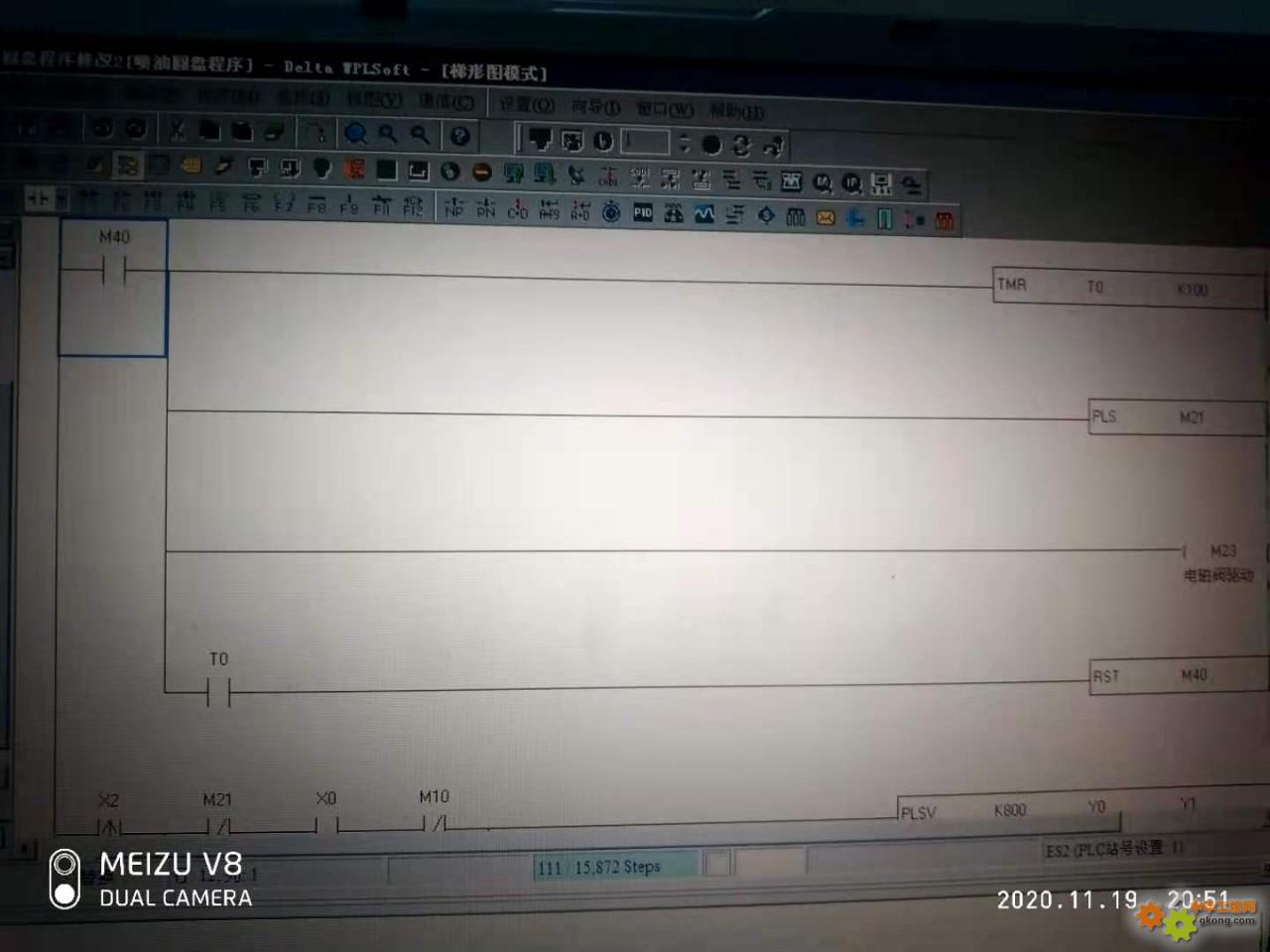
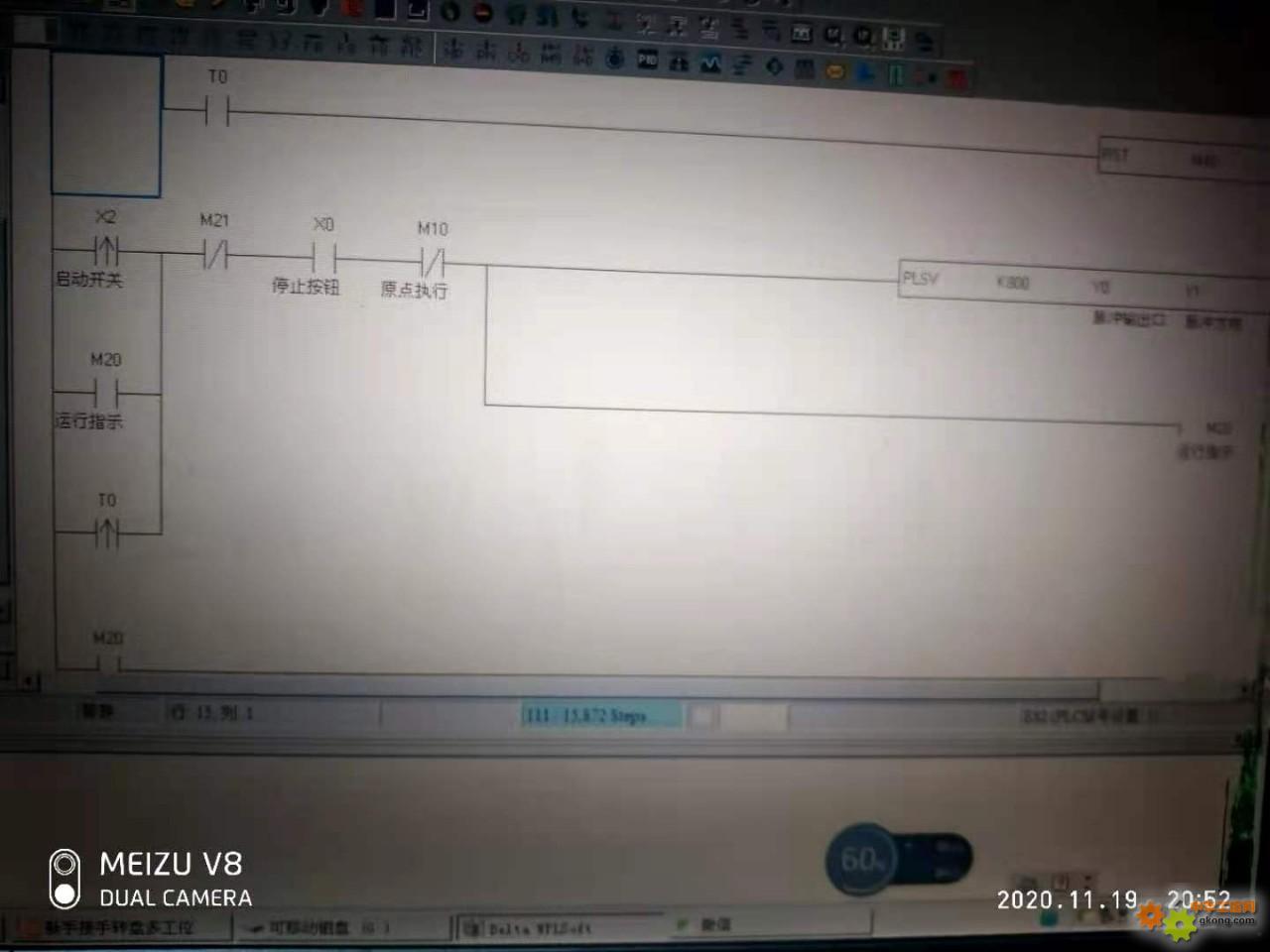
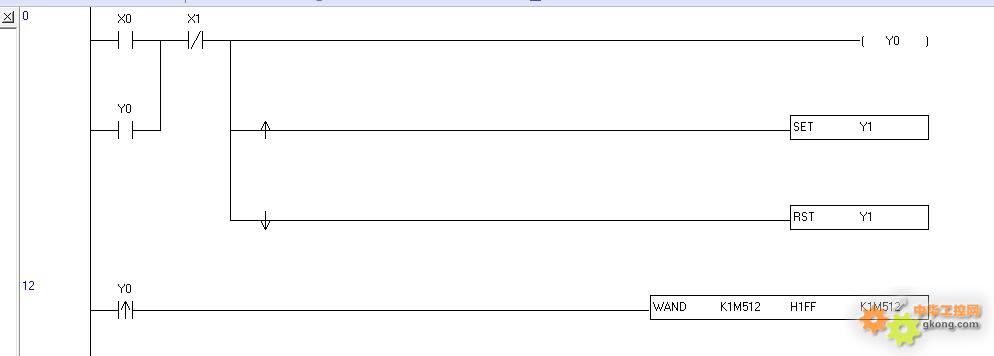
用台达软件编了一个
X0启动,X1停止,X2工件检测,X5工位检测
Y0运行,Y1转盘
启动时判断转盘有没有留存工件,有工件停止10分钟
将数据链左移1位,K9--考虑有效工位9,M512-带记忆
计时10分钟到启动转盘
台达PLC今年第一次独立使用,可能指令理解有误,加之没找到模拟,手头没PLC,无法验证
有熟悉台达PLC的见误斧正。
谢谢
附件:
[
本地下载
]
20-11-19 23:08
上一页
下一页
工控新闻
图尔克|升级的交换机可提供现场总线集成和增强型诊断功能
西克中国30周年庆 | 探索picoScan150-2D LiDAR激光扫描仪,扫码赢好礼
精彩视频 | 利用倍福自动化技术灵活实现流程工业数字化转型
制造业数智化转型如何落地?来这场论坛找答案
华为云携手生态伙伴,打造新一代工业软件智慧工厂新范式
西克 | 高性能读码相机Lector85x-动态聚焦版本
西克中国30周年庆 | 来自西克麦哈克(北京)仪器有限公司的祝福
拥抱数字经济时代 !华北工控BIS-6960P-A10TW释放AI无限潜力
更多新闻资讯