登录
首页
PLC论坛
PLC论坛
回帖
发帖
正文
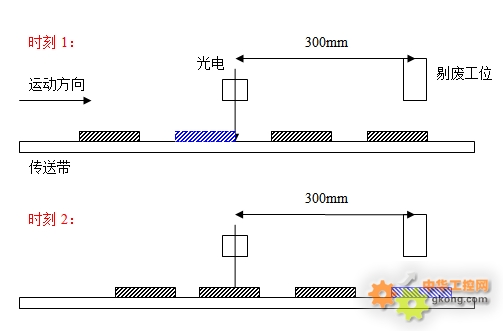
主题:非等间距流水线剔废问题
点击:1178 回复:14
楼主
编辑
引用
管理
852022156
请问各位,流水线上非等间距排列的产品,间距无规律,如何实现剔废功能呢?
即光电可以提前读到触发信号
我想了半天,可以用多个定时器循环实现,但有没有更好的方法?
最后修改:
2015/4/1 11:46:50
15-04-01 09:57
1楼
编辑
引用
管理
yejingmao
说详细点,怎样才能识别产品好坏?
15-04-01 10:05
2楼
编辑
引用
管理
安且吉兮
剔除标准要求以外形还是尺寸?说具体点。
15-04-01 10:16
3楼
编辑
引用
管理
852022156
识别好坏是工控机拍图算法系统的,会给PLC一个信号,PLC只管读到光电,触发拍照,再延时剔废动作
15-04-01 10:22
4楼
编辑
引用
管理
852022156
外形好坏,拍图分析的
15-04-01 10:23
5楼
编辑
引用
管理
yejingmao
引用
852022156
在 2015/4/1 10:22:40 发言
【内容省略】
用移位写入与移位读出
15-04-01 11:36
6楼
编辑
引用
管理
13801509984
产品相对流水线的位置是不是固定不变的而只是在流水线上面相对静止?会不会打滑?如果不会的话则好解决一点,但是编程比较复杂,我做过类似的机器,1074998110是我QQ,需要加我,说是工控朋友
15-04-01 12:39
7楼
编辑
引用
管理
wanyawei
编码器记长
15-04-01 12:52
8楼
编辑
引用
管理
852022156
等间距的可以用移位指令,他这个根本没有规则,好比你触发5号物品,剔废1号物品,那么剔废工位根本就是空的,就是说1号不是在等间距的对位上,根本行不通
15-04-01 15:37
9楼
编辑
引用
管理
852022156
加编码器就麻烦了发
15-04-01 15:37
上一页
下一页
工控新闻
尼得科设立机床共创型技术网点“技术中心”
筑牢工业安全防线 彰显自主创新实力——大连LNG火气系统全国产化改造成功投用
华南重工:2025海外市场创佳绩 重型装备销售创新高
韩晨出席浦东首场总裁沙龙,分享“链式出海”新经验
2025年机械工业成绩单:产销形势好于上年,利润增速由降转增
《2026工业控制产业发展白皮书》调研团到访和利时
《轻工产品数字护照技术要求》标准编制启动及服务平台上线工作会议在京召开
优必选无人物流车赤兔α在富士康郑州工厂正式下线
更多新闻资讯