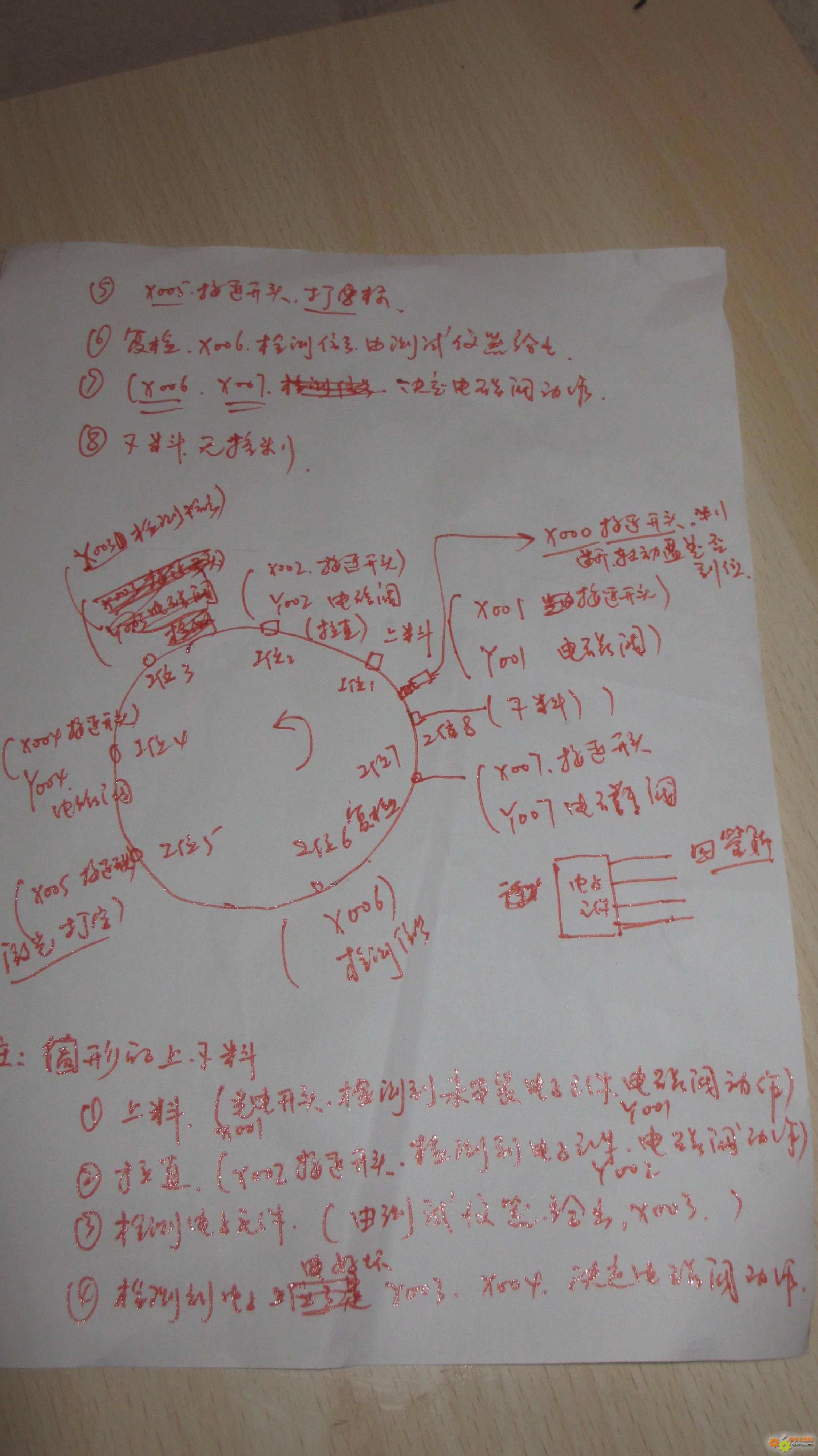
各位高手,现在碰到一个8工位的电子元器件上下料及检测的PLC编程问题,大致条件如下:有一旋转工作台,从上料(接近开关X001,电磁阀Y001),元器件引脚拉直(接近开关X002,电磁阀Y002),检测元元器件(不用考虑,仪器给出检测信号X003,由下工位决定是否剔除电子元器件),根据好坏电磁阀动作(检测信号X003,接近开关信号X004,Y004电磁阀),激光打字(不用考虑),复检元器件(不用考虑,仪器给出检测信号X005,由下工位决定是否剔除电子元器件),根据好坏电磁阀动作(检测信号X005,接近开关信号X006,Y006电磁阀),最后下料(不用考虑)
注:
1. 接近开关用来判断电子元器件是否已到工位;
2. 旋转工作台是由电压控制的间歇机构,未与PLC链接,每旋转一周,停顿8次,机械上已经设计好,并有一光电开关X000判断间歇结构是否停顿。
希望高手能够提供帮助。
难点:
1:上一工位的检测信号,x003 以及 X005如何用到下一个工位去,用中间继电器M是否可实现;
2:由于PLC未与电机链接,是否根据X001的信号来判断 电机是否卡住。