登录
首页
PLC论坛
三菱Mitsubishi
回帖
发帖
正文
主题:[求助]延迟输出思路求助
点击:1764 回复:6
楼主
编辑
引用
管理
njslc
使用三菱FX2N系列PLC
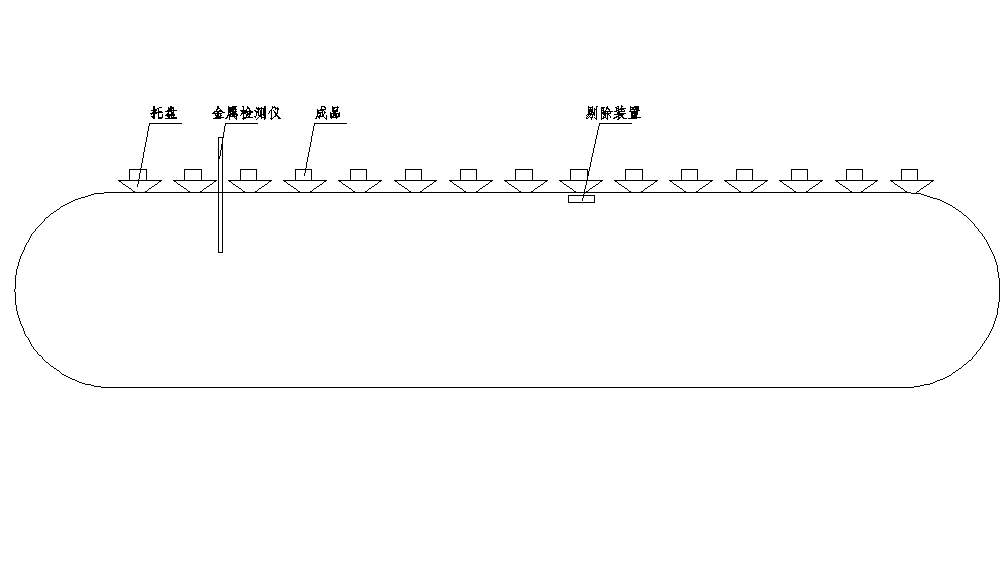
想做一个金属检测踢出的程序,如图所示,左到右,分别是托盘,金属检测仪,成品,剔除装置 。托盘装在一条链条上,连续运作,成品放在托盘上,经过金属探测仪,如果发现用金属,则当该托盘运动到剔除装置处时,剔除装置动作,将其剔除。整个生产是连续动作的。
想各位大侠给个方法,或者思路,教教兄弟啊。感谢感谢。
08-06-04 08:50
1楼
编辑
引用
管理
wj20128
位置精确度要求高的话,可以加旋转编码器,再加一个高速计数器.
没有很大的要求的话,就一个定时器就可以了!根据平时运行速度及金属探测仪和剔除装置的距离设定时间就可以了!
08-06-04 09:25
2楼
编辑
引用
管理
njslc
连续生产的哦,恐怕不行吧,需要有一个记忆吧,不然怎么记得哪个盘的东西该不该剔除啊。
08-06-04 14:16
3楼
编辑
引用
管理
njslc
如2楼所说,我用一个计数器,以脉冲用来记住通过时候的数值,剔除装置在检测装置后的N个整数脉冲后,那么当有问题的产品通过时候,可以读取当时计数器的数值M,然后再加上N,设置计数器在M+N后触发,这样也能完成。不过生产的连续进行下去,M会越来越大,直至溢出。
08-06-05 08:44
4楼
编辑
引用
管理
jackydrh
用定时器可以解决,但是需要从检测到剔除的时间要短.要在检测下一个不合格产品时候定时器要复位,要不就漏检了.
08-06-05 15:49
5楼
编辑
引用
管理
njslc
都不是什么好办法哦。还有潜水的高手来看看吗?帮帮忙啦。
08-06-05 17:26
6楼
编辑
引用
管理
剑瑞
用移位指令/应该简单点
08-06-12 14:36
工控新闻
西门子与Snowflake合作,解锁OT与IT数据价值最大化
电子信息制造业稳增长行动方案发布
江西省首个自主研发人形机器人面世
罗克韦尔自动化发布《智能制造现状报告:CPG版》:报告显示CPG 行业优先考虑创新而非削减成本
“十四五”以来我国发布4000余项先进制造标准支撑制造业高质量发展
直播预告 | 恩智浦技术日巡回研讨会:技术盛宴,“云端”开席!
制造企业ESG通关“三策”:部署协作机器人的战略价值
RPC-1500ZX:搭载兆芯KX-6000系列处理器,满足AFC系统安全可控与高可靠性要求
更多新闻资讯