一.对主传动的要求
数控机床与普通机床一样,有主运动及进给运动。相应地,存在着主传动链及进给传动链。由于数控机床的高自动化及高精度,对主运动提出了更高的要求。
1.转速高,功率大:
数控机床对工件能完成大切削用量的粗加工及高速旋转下的精加工。粗加工时,扭矩大;精加工时,转速高。而数控机床的功率P=T•N,无论是T大,还是N大,都会使得功率大。
2.变速范围宽,且能实现无级变速:
满足不同的加工要求,就要有不同的加工速度。由于数控机床的加工通常在自动的情况下进行,尽量减少人的参与,因而要求能够实现无级变速。
3.实现恒切削速度加工:
在加工端面时,为了保证端面稳定的加工质量,要求工件端面的各部位能保持恒定的线切削速度。
设:主轴的恒定的旋转速度为N,线速度V=N•ΠD,即随着直径的减少,V也在减少,为了获得稳定的线速度,随着加工的进行,通过调节主轴的转速N使得保持恒定的线切削速度。
4.主传动链尽可能短:
传动链越短,则累积误差越小。
5.实现刀具的快速或自动装卸:
主运动是刀具旋转运动的数控机床,由于机床可以进行多工序加工,工序变换是时刀具也要更换,因此要求能够自动换刀。
二.主运动的变速方式及实现
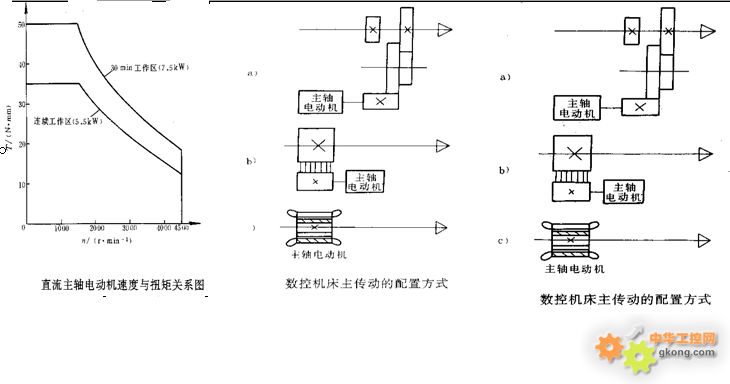
1.分段无级变速:
•实现:交流或直流无级变速电机+齿轮变速
•适用范围:适用于大、中型数控机床,特别是粗加工的场合。确保低速时主轴输出大扭矩特性的要求。
•无级变速电机的特性:
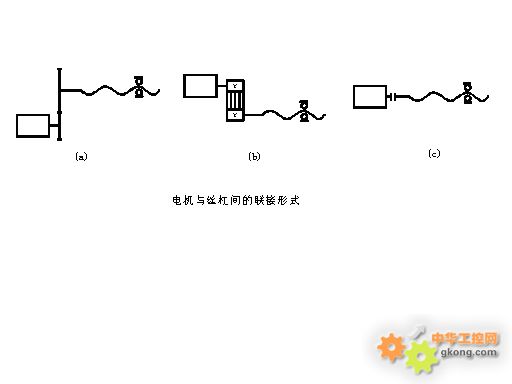
2.通过带传动的主传动:
•实现:交流或直流无级变速电机+同步带传动
•适用范围:适用于小型数控机床,特别是低扭矩特性要求的主轴
•带传动:
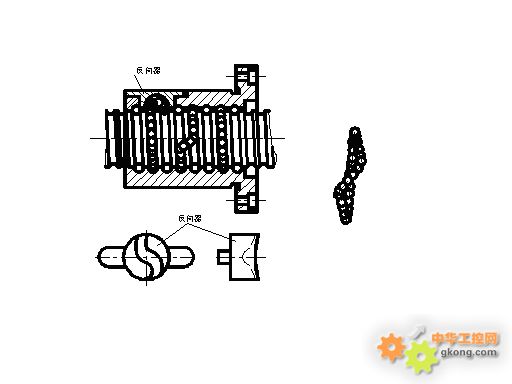
同步带是一种综合了带、链传动优点的新型传动。同步带的结构如图所示,带的工作面及带轮的外圆上均制成齿状,通过带轮与轮齿相啮合,作无滑动的啮合传动。
•带传动的优点:
a.无滑动,传动比准确。
b.传动效率高,可达98﹪。
c.传动平稳,噪声小(带传动具有吸振的功能)。
d.使用范围较广,速度可达50m/s,传动比可达10左右,传递功率由几瓦至数千瓦。
e.维修保养方便,不需要润滑。
3.由调速电机直接驱动的主传动:
•实现:交流或直流无级变速电机
•适用范围:适用于主轴输出扭矩小的场合。