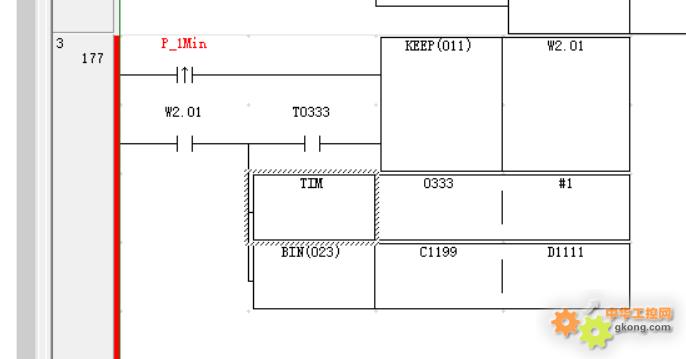
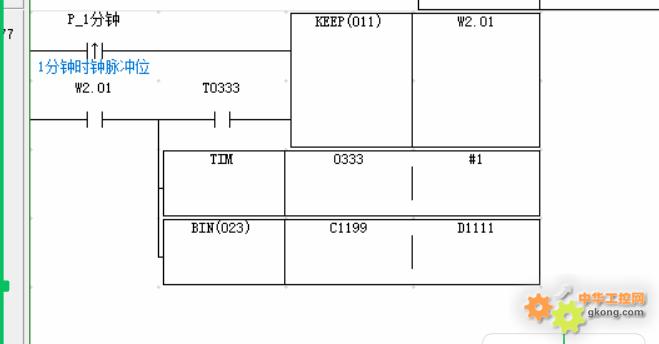
如图:
~~~~~~~~~~~~~~~~~~~上半场~~~~~~~~~
次日一早到现场,电池1.5V,3V的电池,确实不行了,客户也备用电池,来都来了,不可能白跑把;
让客户找了2节1.5V的5号电池,然后焊接上,勉强调试设备能用。
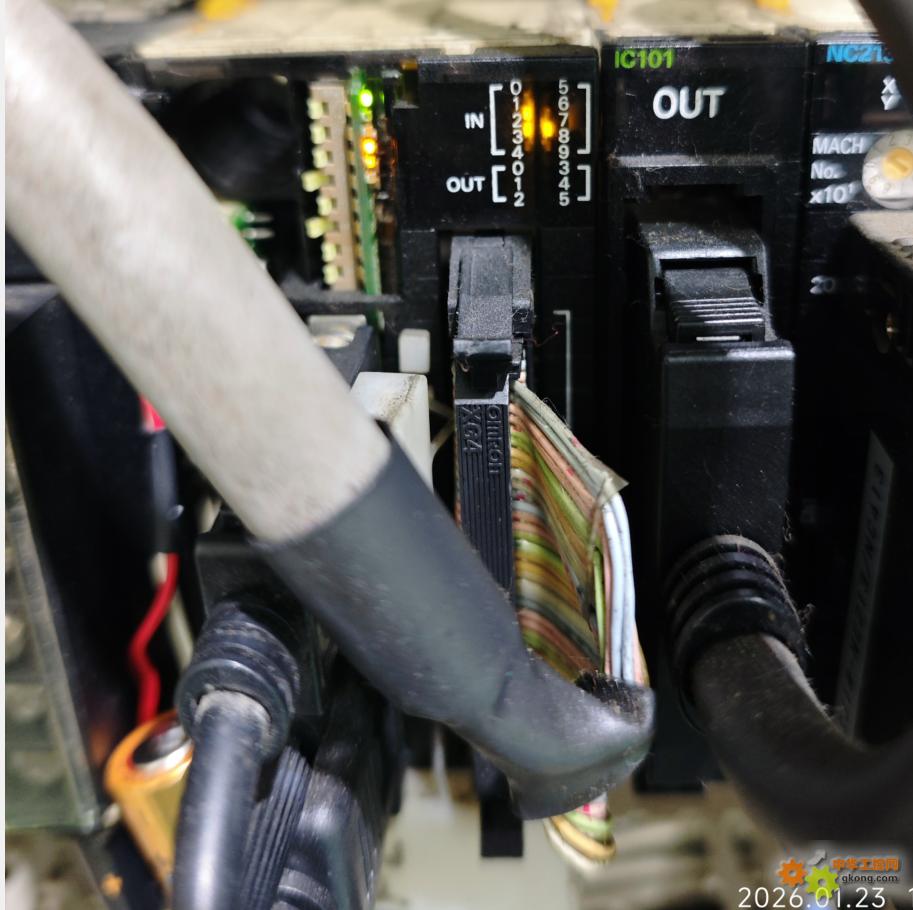
最后,NC213脉冲输出模块始终报警,极限位不管设置NC 还是NO 反馈始终是1<也重启过PLC>,只要轴找0点就报错,要不就是初始化异常云云,怎么弄都不行,日了狗,也差不多到点了,中午了。
~~~~~~~下半场~~~~~~~~~~
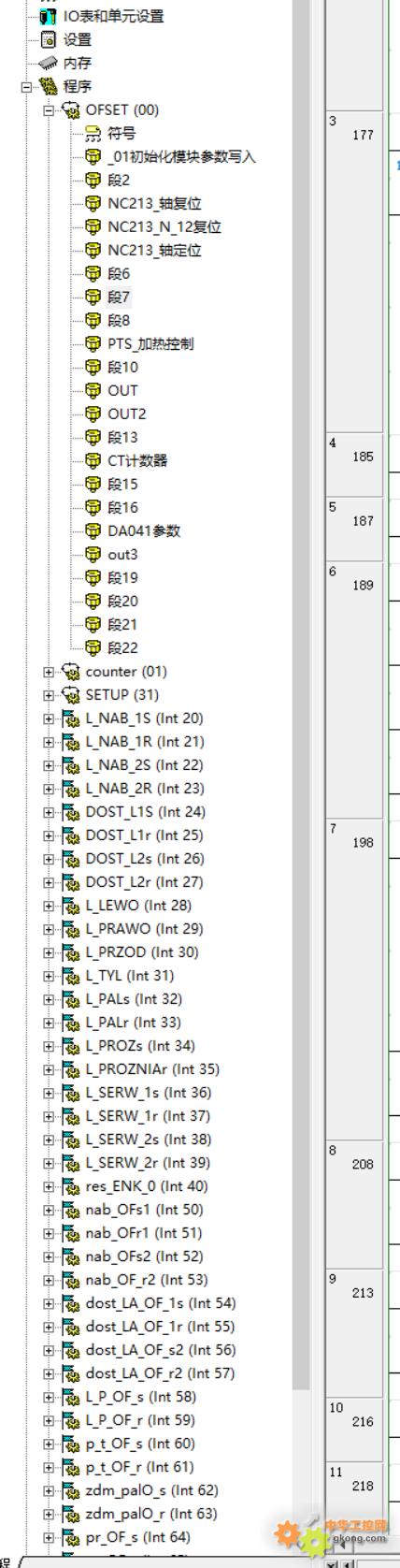
吃了饭,想着,都是乱码,不对,实在不对,想着有程序,数据也是乱码,直接清除内存,重启,好了,所有模块都不报错了,然后再次设置各种模块参数;
然后让开机师傅开机,好家伙,一开机,链条动起来了,嗯,有模有样的,等了一会儿,师傅说:好像不对啊,轴回零以后不动作,正常应该有料就开始定位动作;
关机,设备给电,PLC直接操作,回零正常,走相对定位不动(改了程序,直接加了一个BOOL驱动),十分不对,然后看手册,我操,速度D寄存器是0,会动就奇怪了,速度倒是程序给了;
看手册,随便给了一个值,哎呀,动了,从2000个脉冲一直加到7260<来回整了半个多小时>才OK,转盘伺服一次走一个工位,没资料真的难啊;
然后再开,我操,还是不动,然后监控驱动,懵逼了。。。
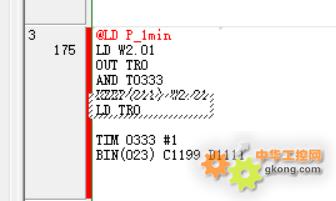
关键驱动BOOL,全在中断程序里面,自己也很少用中断程序,一般用用定时中断啥的,关键我就知道IO中断,定时中断;
这些是什么魔鬼,一大堆中断!!!!!
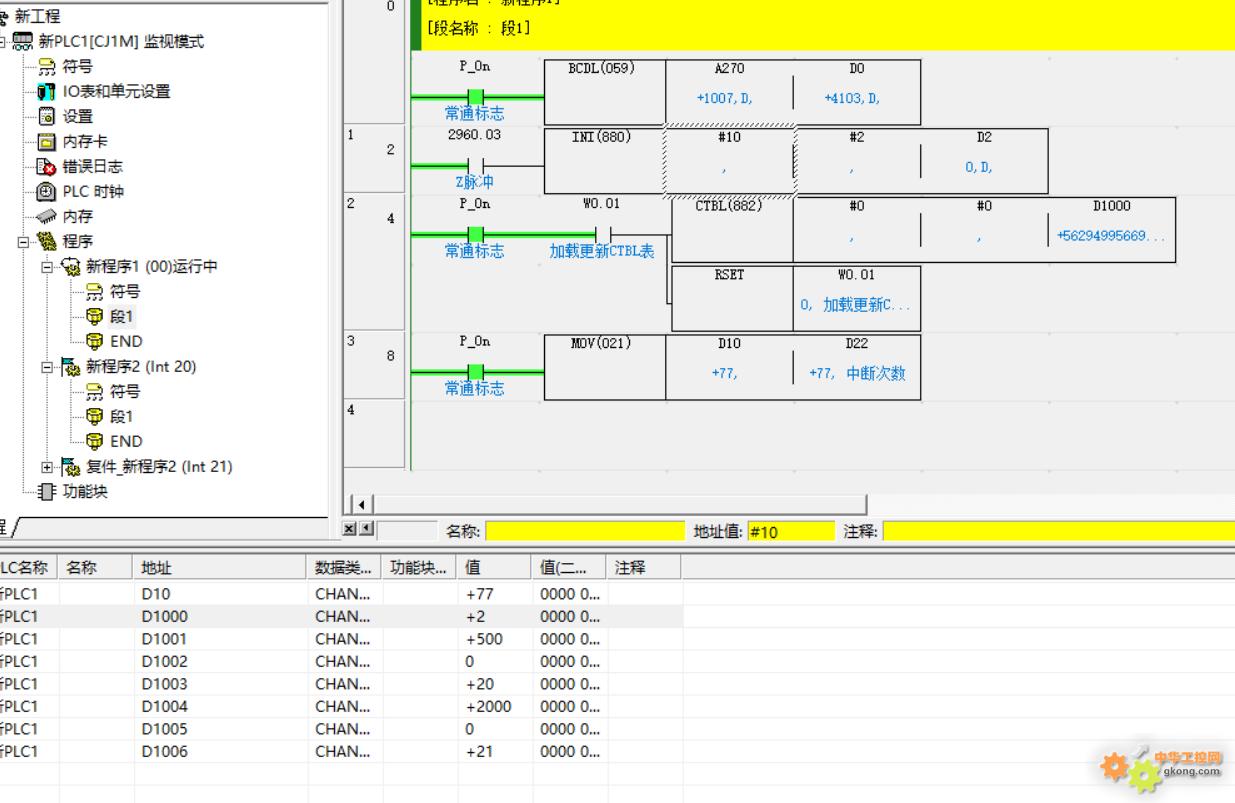
没办法,打电话问欧姆龙(简直是大救星!!!),然后让我搜索,找到了CTBL,表格中断!
结论,关键BOOL是由高速计数器来比较驱动,再次感谢欧姆龙,品牌就是好,停产的PLC都能帮忙处理,一个电话,美女耐心的给我说哪里哪里;
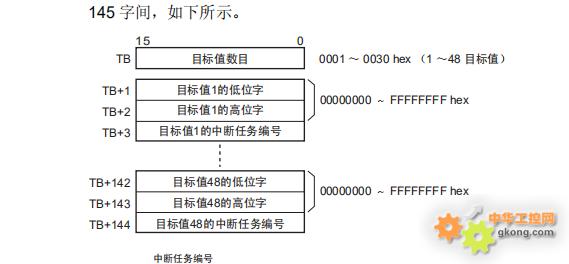
然而,D全部清零(不清零也是乱码),最终,设备还是开不起来,20-70合计20多个动作<1个SET 1个RSET>,鬼知道编码器什么角度ON,OFF啊,不对撞了机械算谁的呢。
天塌了啊,兄弟们!
TMD,老外的设备,程序不加密,数据不给你,你短时间也仿造不出来,现在我们国内自己做的设备,类似编码器角度对比,一般没人用中断,
ABS(编码器角度值-设定值)<=误差 就可以驱动了,PLC扫描时间几ms,完全没问题。
收拾回家!今日收入-200!!!
再次感谢欧姆龙客服,真的很专业,而且能解决问题,这就是品牌器件的价值!