

这个一般是要配合电子齿轮比来设置成每一个脉冲对应0.001mm。
对应起来之后,脉冲数*0.001就是当前位置,脉冲速度*0.001就是当前速度。
为什么要设置电子齿轮比?
因为按伺服编码器分辨率,需要发1048576个脉冲伺服才能转一圈。而PLC发脉冲的最大频率是每秒100000个。这样需要10几秒才能让伺服电机转一圈,太慢了。
所以设置电子齿轮比,让PLC发一个脉冲时让伺服电机能多转一些角度。一是可以使电机转速变快,二是可以让PLC一个脉冲能够跟实际的工程量对应起来(0.1mm?0.1°?根据实际需要来选择),方便我们换算。
回来看这个题目的条件,假如电子齿轮比设为1048576/1000,也就是1000个脉冲电机转1圈,那么精度只能达到0,008mm;如果设为1048576/10000,也就是10000个脉冲电机转1圈,那么转速只能达到600r/min。看情况取舍吧。
对应起来之后,脉冲数*0.001就是当前位置,脉冲速度*0.001就是当前速度。
为什么要设置电子齿轮比?
因为按伺服编码器分辨率,需要发1048576个脉冲伺服才能转一圈。而PLC发脉冲的最大频率是每秒100000个。这样需要10几秒才能让伺服电机转一圈,太慢了。
所以设置电子齿轮比,让PLC发一个脉冲时让伺服电机能多转一些角度。一是可以使电机转速变快,二是可以让PLC一个脉冲能够跟实际的工程量对应起来(0.1mm?0.1°?根据实际需要来选择),方便我们换算。
回来看这个题目的条件,假如电子齿轮比设为1048576/1000,也就是1000个脉冲电机转1圈,那么精度只能达到0,008mm;如果设为1048576/10000,也就是10000个脉冲电机转1圈,那么转速只能达到600r/min。看情况取舍吧。
25-03-17 13:07
我看网上的:公式1:脉冲当量(脉冲/mm)= (电机每转脉冲数 × 减速比) / 丝杠螺距(mm)
公式2: 目标速度(mm/s)=脉冲频率(Hz)/ 脉冲当量(脉冲/mm)??
得出:目标速度=100000/(1048576/8)=7.6mm/s ???? 这个感觉那里不正常
![附件 xxx.jpg]()
公式2: 目标速度(mm/s)=脉冲频率(Hz)/ 脉冲当量(脉冲/mm)??
得出:目标速度=100000/(1048576/8)=7.6mm/s ???? 这个感觉那里不正常
25-03-17 13:49

导程8mm,减速比1:1, 就是电机转一圈走8mm
精度0.001mm,就是电机转一圈要8000个脉冲,对应下来一个脉冲就是0.001mm
这样就确定了电子齿轮比
接下来就好办了
假设你是用FX3U的定位指令,脉冲当前值是在D8140里面
这个D8140就是电机走的距离,假设里面的数据是5678,那就是走了5.678mm
关于速度,定位指令要设定发送脉冲频率的,
假设设定的是10000,那就是10mm/S
精度0.001mm,就是电机转一圈要8000个脉冲,对应下来一个脉冲就是0.001mm
这样就确定了电子齿轮比
接下来就好办了
假设你是用FX3U的定位指令,脉冲当前值是在D8140里面
这个D8140就是电机走的距离,假设里面的数据是5678,那就是走了5.678mm
关于速度,定位指令要设定发送脉冲频率的,
假设设定的是10000,那就是10mm/S
25-03-17 14:21
目标速度=100000/(1048576/8)=0.76mm/s
这是建立在电子齿轮比=1的前提下的。此时PLC发一个脉冲电机转1/1048576 °,所以速度提不上去。
电子齿轮比怎么确定?如楼上所说,先按精度要求来。
电子齿轮比=(编码器分辨率*脉冲当量*减速比)/螺距=1048576*脉冲当量*1/8
你的精度要求是每个脉冲0.001mm,所以脉冲当量=0.001,带入公式里,电子齿轮比=1048576/8000,代表每8000个脉冲电机转1圈,螺杆行进8mm,所以每个脉冲就是0.001mm。
此时可以看到,按照PLC最大100K的频率,速度最大值就是100000*0.001mm/s=100mm/s。
这个速度能满足要求,就不用管了。
这个速度不能满足要求,那么就是因为速度跟精度要求有冲突。要么接受慢速最求精度,要么降低精度最求速度。要么加钱换定位模块。
这是建立在电子齿轮比=1的前提下的。此时PLC发一个脉冲电机转1/1048576 °,所以速度提不上去。
电子齿轮比怎么确定?如楼上所说,先按精度要求来。
电子齿轮比=(编码器分辨率*脉冲当量*减速比)/螺距=1048576*脉冲当量*1/8
你的精度要求是每个脉冲0.001mm,所以脉冲当量=0.001,带入公式里,电子齿轮比=1048576/8000,代表每8000个脉冲电机转1圈,螺杆行进8mm,所以每个脉冲就是0.001mm。
此时可以看到,按照PLC最大100K的频率,速度最大值就是100000*0.001mm/s=100mm/s。
这个速度能满足要求,就不用管了。
这个速度不能满足要求,那么就是因为速度跟精度要求有冲突。要么接受慢速最求精度,要么降低精度最求速度。要么加钱换定位模块。
25-03-17 15:00
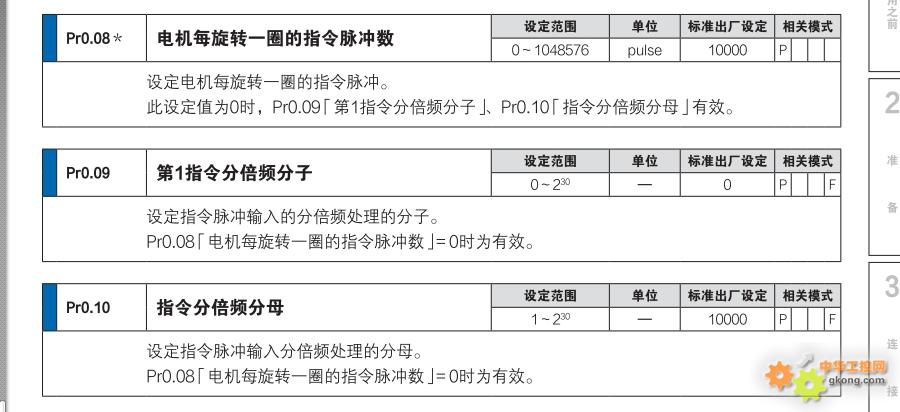
松下A5这款驱动器,手册看可以设置圈脉冲和电子齿轮比。二选一。
那这里我们如果设置圈脉冲数为8000.或者设置电子齿轮比为:1048576/8000的效果是一样的吗?![附件 bbbb.jpg]()
那这里我们如果设置圈脉冲数为8000.或者设置电子齿轮比为:1048576/8000的效果是一样的吗?
25-03-17 16:44
意思是这里导程只参与电子齿轮比计算。不参与脉冲速度和脉冲量计算。需要脉冲数=移动距离150mm/脉冲当量0.001,即150000个脉冲移动150mm。
速度和脉冲都是乘以0.001mm了。
速度和脉冲都是乘以0.001mm了。
25-03-17 16:59