
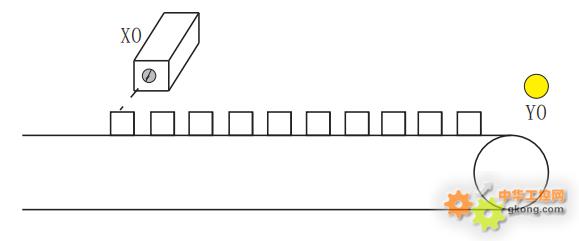
产品生产计数,每检测到生产了500个产品,生产指示灯(Y0)就会点亮。
【组件说明】

*组合逻辑实现方法:

1、光电开关每检测到一个产品时,X0就触发一次(OFF→ON),C0计数一次。
2、当C0计数达到500次时,Y0=ON,生产指示灯亮,同时对产品生产计数重新复位。
*时序逻辑实现方法:

1、光电开关每检测到一个产品时,X0就触发一次(OFF→ON),时序环0计数器
记录并跳转回第0帧,再次检测0环。
2、当环0计数达到500次时,Y0=ON,生产指示灯亮,同时对产品生产计数重新复位。
【程序调试】
当所有的程序编辑完成之后,我们就可以将程序通过串口下发至PLC中,组合
逻辑程序调试可以用触摸屏软件在线模拟,监控输入输出和计数器、定时器的变量值。


