登录
首页
PLC论坛
西门子SIEMENS
回帖
发帖
正文
主题:西门子300PLC和编码器的使用问题
点击:940 回复:9
楼主
编辑
引用
管理
y14729557
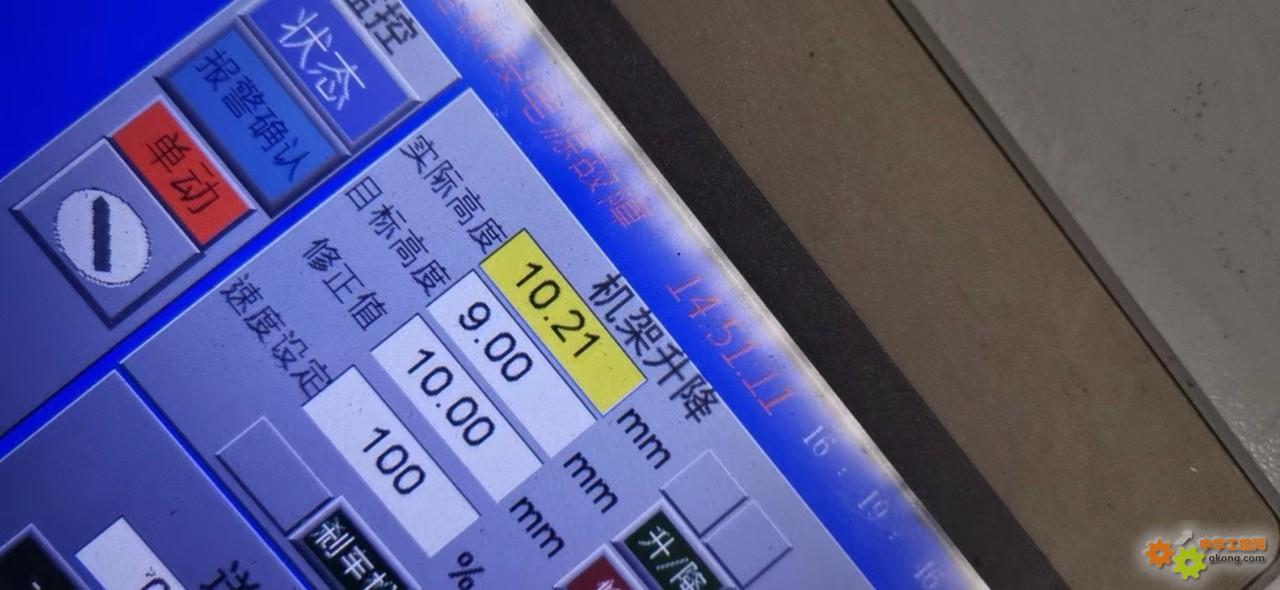
西门子313c-2dp的PLC,连接编码器测量升降的距离,现在编码器的数值一直不变化。。请老师们指教一下
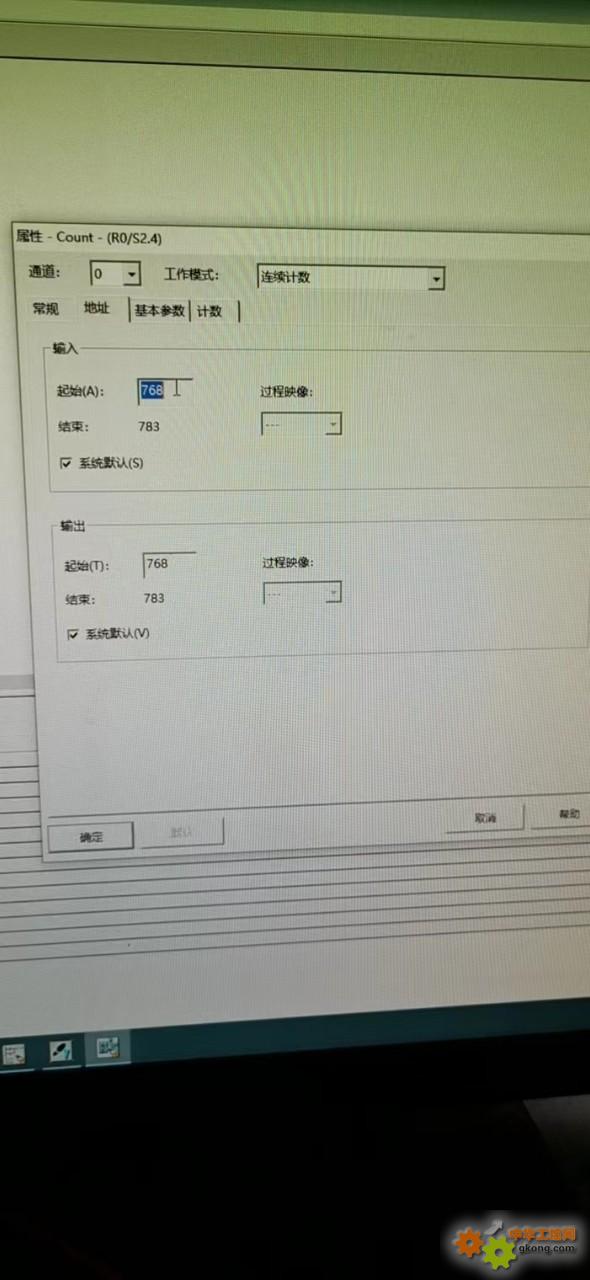
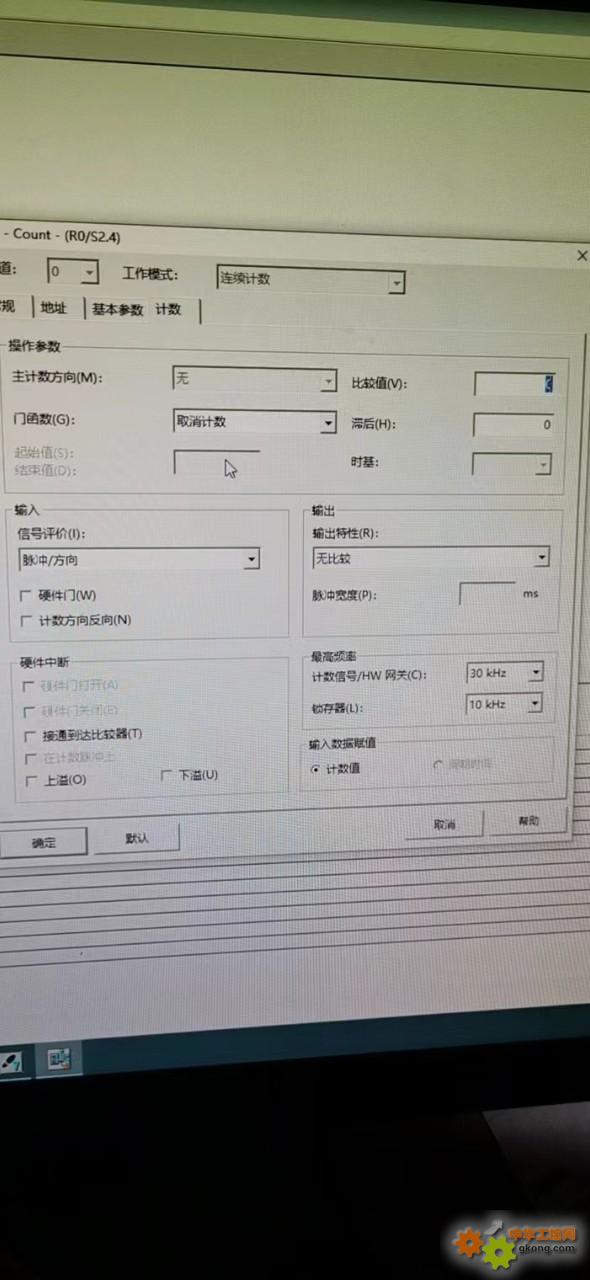
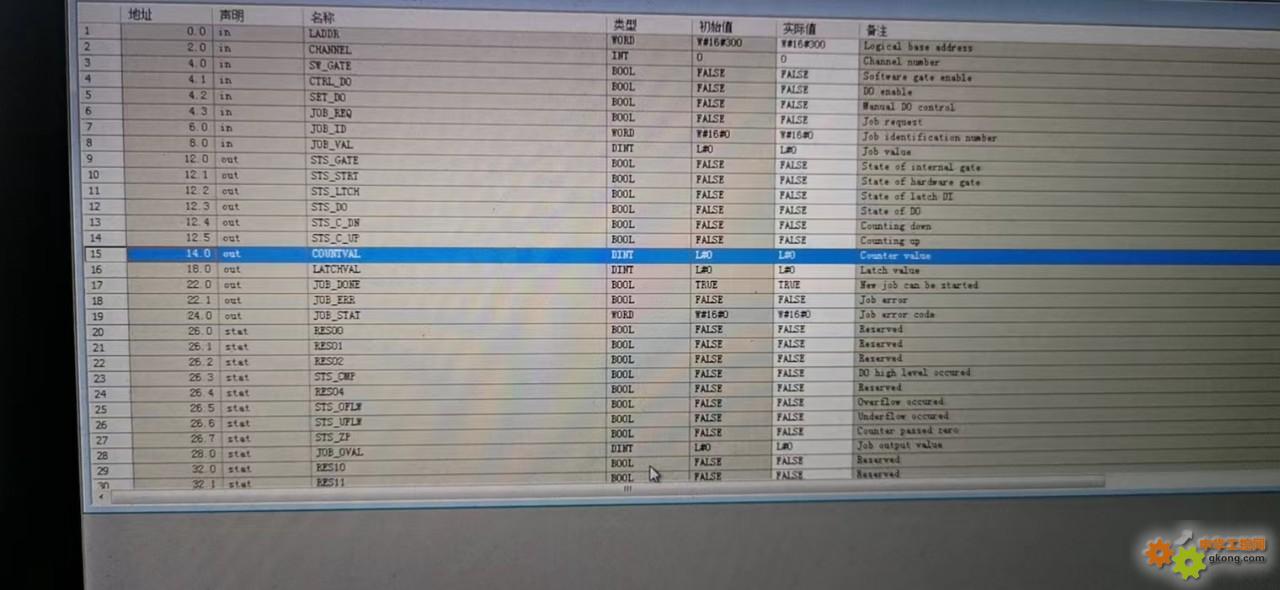
Count设置中启用了三个通道,模式都是连续计数,脉冲加方向输入,地址位768-783,换算成16进制W#16#300设定给SFB47,编码器接I0.0和I0.1,转动编码器,两个输入点交替闪烁,信号应该是正常的,但是SFB背景数据块DB100中的DB100.DBD14的COUNTVAL值一直是一个固定的值,不变化。。。。
有知道的老师请指教一下,谢谢
23-03-18 07:14
1楼
编辑
引用
管理
知道一点
是不是使用NPN编码器,设置里认定是PNP or 其他
遇到过,改成一致就欧了,虽然害的我跑了百公里,但意识到这款PLC这方面的方便
23-03-18 12:23
2楼
编辑
引用
管理
y14729557
编码器是原机器自带的,型号应该不会错。。
PLC 的输入点会闪烁,应该说明有信号输入的吧。。
在什么地方设置编码器的PNP和NPN呢???
谢谢回复。。
23-03-18 19:56
3楼
编辑
引用
管理
y14729557
编码器型号为光洋TRD-J1000-RZ的,
23-03-18 22:34
4楼
编辑
引用
管理
知道一点
抱歉,没实操,不能直接回答你的要求
那是06年同事买给人家一个编码器(NPN输出),反应不能用,转给我,询问了使用中的情况,得知是用在西门子S7-300上,第一个反应是选型错误,存储的信息应该用PNP型,对方说可以用NPN的,怀疑编码器有问题,要求去检测一下(按对话他使用中应该没接错线)
到地方,经过登记,扣电脑,留证件,拍照携带的PLC(用于测试编码器,客户有这款PLC软件),进入
到地方,先将编码器接入所带PLC上,电脑检测某数据,转动编码器轴,屏幕数据变化
改接到他的PLC上,屏幕数据没变化
来了一个可能是领导,头句就是,怎么带他进来了,问我都看到什么了.......
他上手调出个画面,做了几个设置,其中就有NPN/PNP选择,再转动编码器轴,屏幕就有了数据
你所用模块与他的是否一样不清楚
对300/400还没用过软件,只是做个外科手术解决本应程序解决的客户要求
你再问问其他人
23-03-19 12:19
5楼
编辑
引用
管理
知道一点
两个输入点交替闪烁~AB相接入
脉冲加方向输入~按接线方式,应该用相位差(西门子是不是也这样叫)
23-03-19 12:34
6楼
编辑
引用
管理
y14729557
接线图是这样的。。看过相同机器其他人写的程序,都是脉冲加方向,连续计数。。
23-03-19 21:56
7楼
编辑
引用
管理
lifuquan611
图纸上有几个相同的编码器的,有类似于手动的方式的话,调换下编码器接线看下编码器和通道是否有问题。。。
23-03-20 08:21
8楼
编辑
引用
管理
知道一点
可能西家与其他家的解释不同,下列仅供参考
既然照搬别人的,那就先完全克隆
23-03-20 12:05
9楼
管理
dingjm
该帖内容不符合相关规定!
23-03-23 14:28
工控新闻
GTF 聚焦展直击:EVIDENT 工业内窥镜系列为燃气轮机安全护航
优必选Walker S2全球首个实现自主换电,7*24小时打工的人形机器人要来了
让科技有温度:埃夫特欧洲子公司携手i Bambini delle Fate共筑公益梦
海外收入跨越式增长 中国工程机械从“走出去”到“走进去”
VisionChina2026(上海)机器视觉展焕新登场,报名抢占黄金展位!
工业智能体究竟价值几何?
链博会丨施耐德电气崔志达:技术创新赋能“中国制造”迈向“中国创造”
霍尼韦尔发布智慧建筑运营管理平台的全新高效运维模块
更多新闻资讯