

引用 qq2994216177 在 2022/12/15 15:14:28 发言【内容省略】
在那个位置达标无所谓,如果相机处理不够快,又没有适量的缓存,产品线只能或慢行或中断
22-12-16 11:49
引用 1293552632 在 2022/12/16 10:50:55 发言【内容省略】
一种方式,放慢转盘另一种方式换照相机
或者它允许连续拍照,后期处理,再依次给出结果(FIFO)
照相机如果没有这个功能,你如何处理连续的工件?
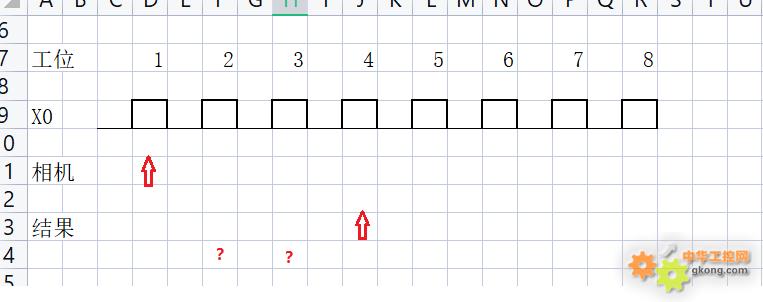
转盘最快时,能够在工件到工位4前出结果就ok,否则你会的
22-12-16 12:20

如果工件在工位1拍照加上相机那边状态回来那样确实简单 用移位就好了,但是现在不确定相机那边状态会在我工位几的时候回来,现在我的方案是 相机那边延时给等到工位4在给。但是如果转盘转的慢 相机延时时间到可能就给到工位3了。所以我在纠结这个情况
22-12-16 17:09
这种视觉控制用PLC控制不理想的,工业照相机加视觉软件,那种高速旋转的转盘用的妥妥的,关键是我不会…上次单位想开发纽扣不良品识别,他们工程师软件操作的很快,但是让普通员工来操作的话感觉很麻烦,后来放弃开发了…
22-12-16 18:38
引用 1293552632 在 2022/12/15 13:46:03 发言【内容省略】
所以你单纯的用PLC控制很难的,你应该和视觉控制开发的(比如海康威视)一起合作才能把设备设计的合理…
22-12-16 18:41