
21-06-02 09:17

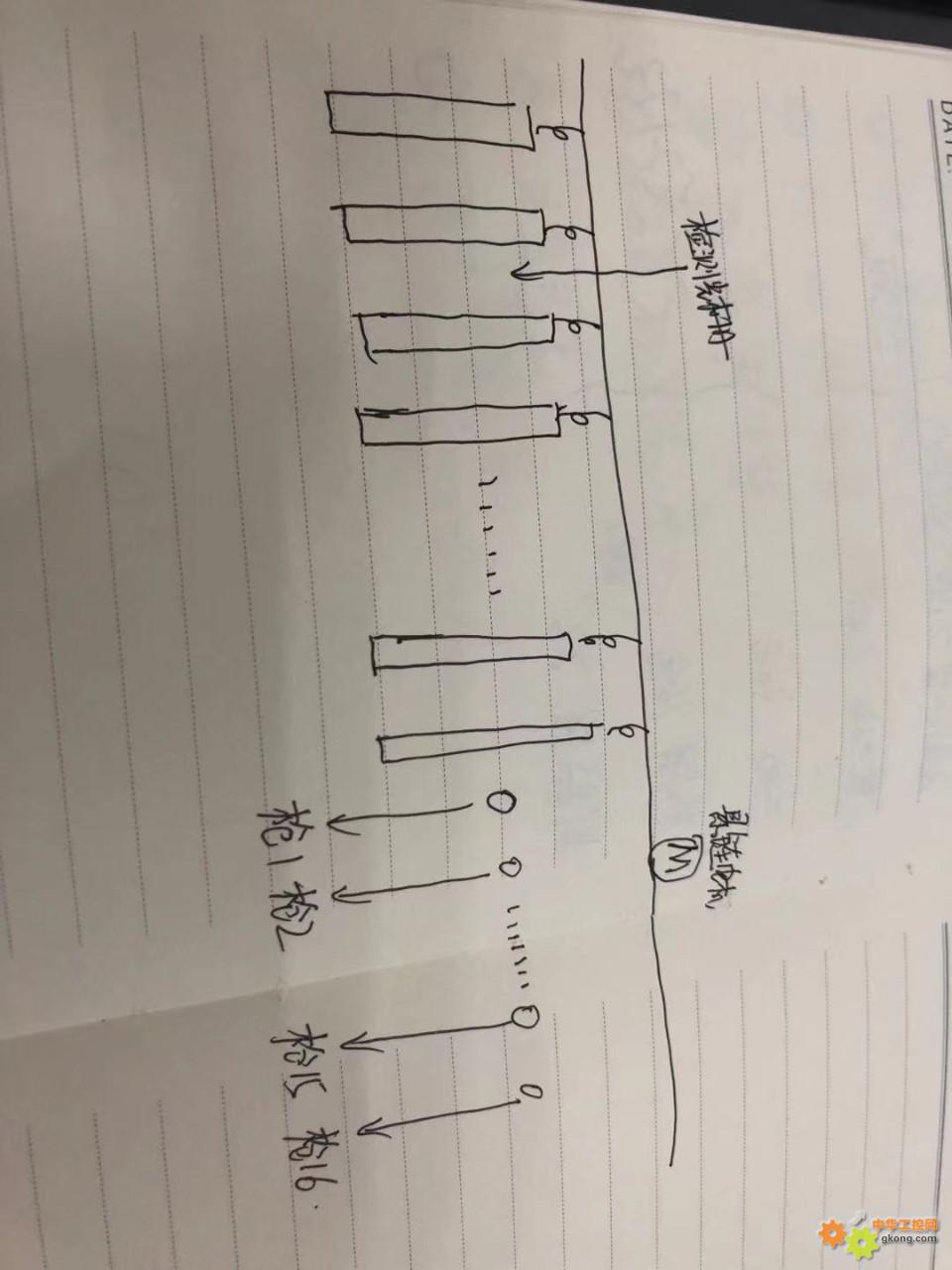
不是,就是喷涂线,两台升降机错位摆放,一台上面一共有8把枪,一共16把,16个位置,前面光栅检测到工件后,计算工件实际行走的脉冲,到达每把枪的位置喷枪启动,离开了之后喷枪停止。
21-06-03 13:01

你这个枪的位置是固定的,那工件的距离肯定也是固定的,无非就是判断哪个位置没有挂工件,哪个枪就不要开。
检测到第一个工件后走一定长度(工件间距),中离到了而光栅没有检测到工件即判断此位置是空的,然后对应的枪不开就得了。
检测到第一个工件后走一定长度(工件间距),中离到了而光栅没有检测到工件即判断此位置是空的,然后对应的枪不开就得了。
21-06-05 14:41

