
以下通过一个实际的案例向大家介绍完成一个项目的前世今生,也欢迎大家随时交流心得体验!
对于一个项目来说,整个的设计流程大概是这样:

通过机械图了解整个设备结构,并熟悉设备基本的工艺制程,围绕着客户要求大概的程序框架做到心中有数。
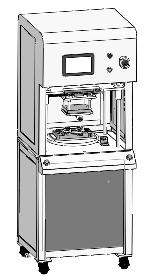
客户要求提供一台小型PG产品辊压样机,大概的工作流程是:人工将产品放置于机台治具内,然后按压绿色双启动按钮,设备启动,辊压气缸下降到位,开始对产品的长边进行辊压,辊压完成后产品90°旋转,辊压气缸再对产品的短边进行辊压,完成以上作业后,人工取出产品结束。
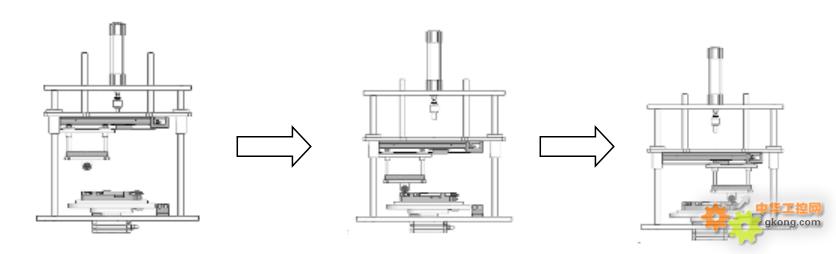
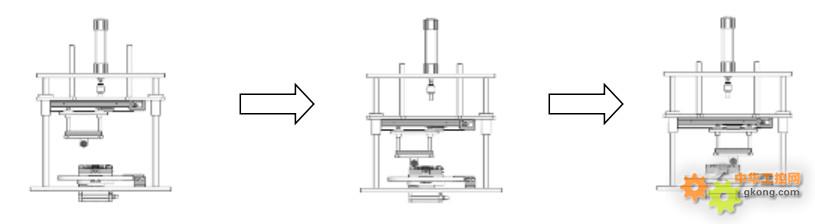
辊压机内部运动机构分解:


下面对机构辊压动作作简要说明:
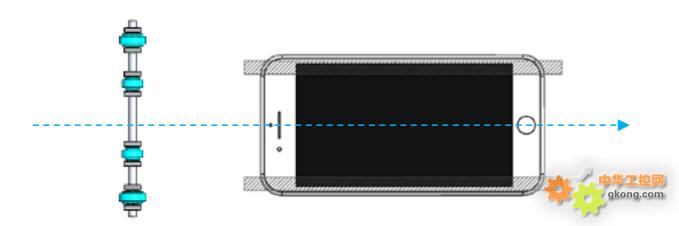
1.对产品的长边进行辊压
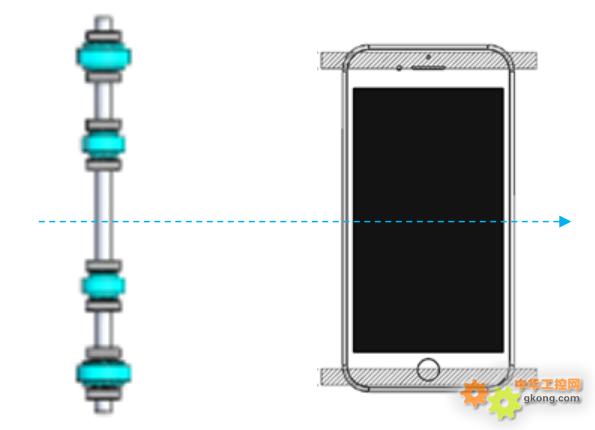
2.对产品的短边进行辊压
二、绘制动作流程图
一套完整的工艺流程由多个动作模块组合和衔接构成,而动作模块又由每一个子动作步按动作次序构成。
比如初始化流程、辊压动作流程、异常处理流程等


三、统计整机IO点
1、统计气缸的位置检测(如磁性开关,限位开关)等输入信号;气缸动作电磁阀等输出信号;
2、统计正(负)压数显压力表检测等输入信号;正(负)压动作电磁阀等输出信号;
3、统计外部按钮,急停,安全检测等输入信号;按钮灯,三色灯、开关锁等输出信号;
4、统计脉冲控制轴的限位、原点等输入信号;以及正、反转脉冲控制输出信号;
5、统计其他的一些输入输出信号;
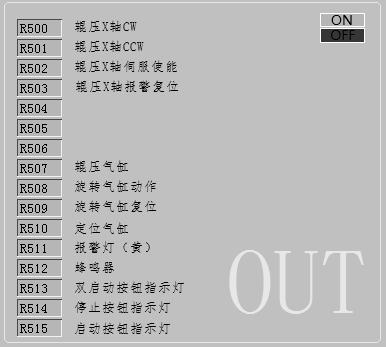
下面是本项目中的IO点分配:

四、确定电气物料清单
1、确定PLC和触摸屏的型号及数量;
2、确定(伺服、步进、交流等)电机和驱动器(控制器)的型号及数量;
3、确定主电路断路器、漏保、接触器、继电器和开关电源等的型号及数量;
4、确定模组限位光电、检测光纤、接近开关、传感器等的型号及数量;
5、确认外部按钮、三色灯、门锁等的型号及数量;
6、确认其他的客户指定的电气物料,如视觉系统、静电检测等
下面根据机械图一一对应确定外购电气物料。另外,需要注意设备的供电规格,此项目中整机采用AC220V单相供电方式,因此电气物料选型时需要注意。
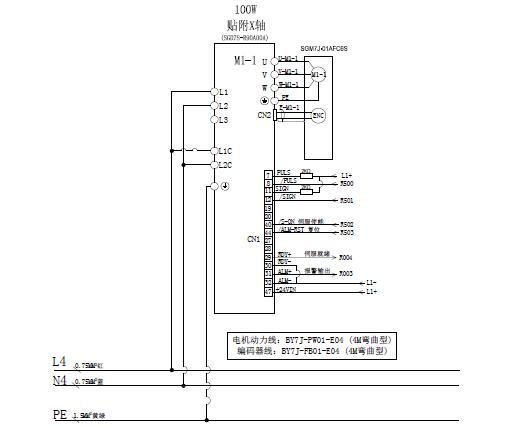
五、绘制电气图纸
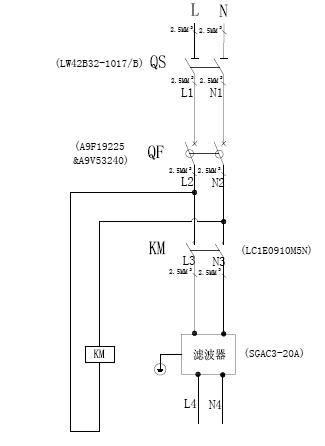
1、绘制主电路图、控制电路图,需标明电气物料型号及线径、线号;
2、绘制伺服、步进、交流马达等驱动器接线图;
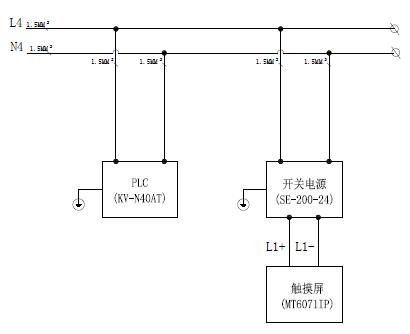
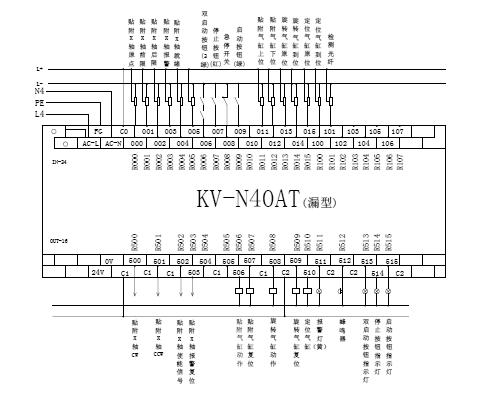
3、绘制PLC模块的网络图,以及各IO模块、扩展模块等配线;
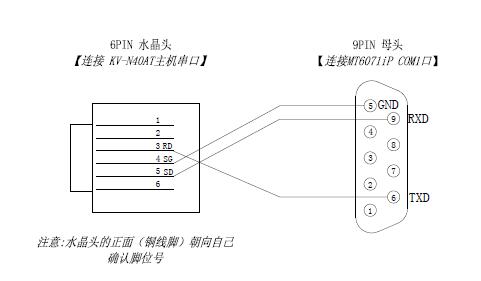
4、绘制其他特殊物料配线或脚位定义(如通讯线、检测器、测厚仪等);
5、绘制配电盘的电气物料布局图,建议放到最后,有利于查漏补缺,方便布局;
(以下为本项目中部分电气图纸仅供参考)

六、PLC程序设计
PLC程序设计是项目设计中的难点和重点,需要花一些时间酝酿,提前做好规划,先写那段程序,再写那段,重复冗余的程序可不可以简化,或用更简便方式编写(如功能块、子程序调用等),还有比如用excle表格统计项目中所有的IO点、内部继电器、缓存寄存器等等,这样在编写的过程中也方便查找,提高编程效率,减少出错的几率。

一套完整的PLC程序主要包括以下几部分内容:
1、轴控制启动程序
2、轴报警及复位程序
3、轴JOG动作及停止程序
4、气缸单动程序
5、气缸报警程序
6、自动生产程序
7、子流程模块程序
8、以及其他辅助的程序
另外需要注意:
1、单动、手动和自动操作这几部分程序里要做互锁;
2、自动生产中,除主控板外部按钮及HMI主画面生产按钮外,其他按钮一律无效;
3、设备发生任何报警必须自锁保持报警状态,只有待报警解除之后方可操作;
4、急停按下后,触摸屏除了画面可以切换外,按钮及开关一律无效;
5、另外需要做好各轴与轴、轴与气缸的安全条件及互锁报警;
以下是本项目中新建的各个程序模块

七、HMI画面制作
触摸屏画面主要包括几大部分:
1、开机画面
2、生产画面
3、单动画面
4、生产设定
5、等级设定
6、I/O监视
7、报警画面
8、帮助信息
9、配方画面

八、设备调试及程序debug
设备调试分厂内和厂外调试。
厂内就是设备未出货前在自己公司调试。要求手自动切换正常且设备运行功能正常,设备在出现异常情况下(比如气缸未动作到位、伺服报警等)能及时报警并解除报警。如果条件允许,可以用客户提供产品批量试跑,尽量将设备早期的问题都暴露出来,因为毕竟是在自己的公司,各种资源都很完备,处理起来问题也没有那么棘手。
厂外就是在客户现场也就是在客户的生产车间进行现场调试。在客户现场调试,来自客户方的压力就要大一些。一般情况下,客户采购设备都是接到新订单或是扩大产能,所以设备只要到了客户现场,设备的产能计划基本上也排好了,每日工作计划、问题点跟进、参加例会、回复群信息、汇报工作进度等等,还有现场程序bug优化,一时间所有的事情会压得你喘不过气来,所以设备在客户现场的前一个月对电气的来时是黑色的,令人痛苦的,反过来讲这也是考验你个人能力、逻辑思维的关键时期,相信经过这段时期的磨炼,一定会收获满满。
九、完成设备验收
设备按照生产计划每日跑产能,而且产品良率和设备稼动率也在稳步提升,基本上没什么大问题了,后续就是需要配合客户完善设备的工艺性能,提高设备稳定性和兼容性,达到客户预期的效果,最终能按照合同约定设备顺利验收,并收回尾款。
十、项目资料整理及归档
项目验收之后要整理好涉及本项目的所有重要电气资料,主要包括以下几部分:
1、最新程序PLC程序和HMI程序(以“客户名称+项目编号+日期”,来进行命名);
2、模块参数(定位模块参数、通讯模块参数等扩展型模块参数);
3、轴参数(伺服参数、交流控制器参数、变频器参数等)
4、电气物料清单;
5、电气图纸;
6、设备手册;
7、客户资料;
8、其他程序(如视觉程序);
9、客户提供的资料;
10、本项目中所参考的手册;
最后,附上该项目的演示视频,还有项目案例程序(留言发邮箱),以飨读者,祝各位工作顺利!
附件:PG-GYJ000384-hmi.rar
[本地下载]最后修改:2021/6/2 9:07:47



