登录
首页
PLC论坛
PLC论坛
回帖
发帖
正文
主题:如图,食品包装机设备控制算法求助
点击:1200 回复:13
楼主
编辑
引用
管理
每一天为明天
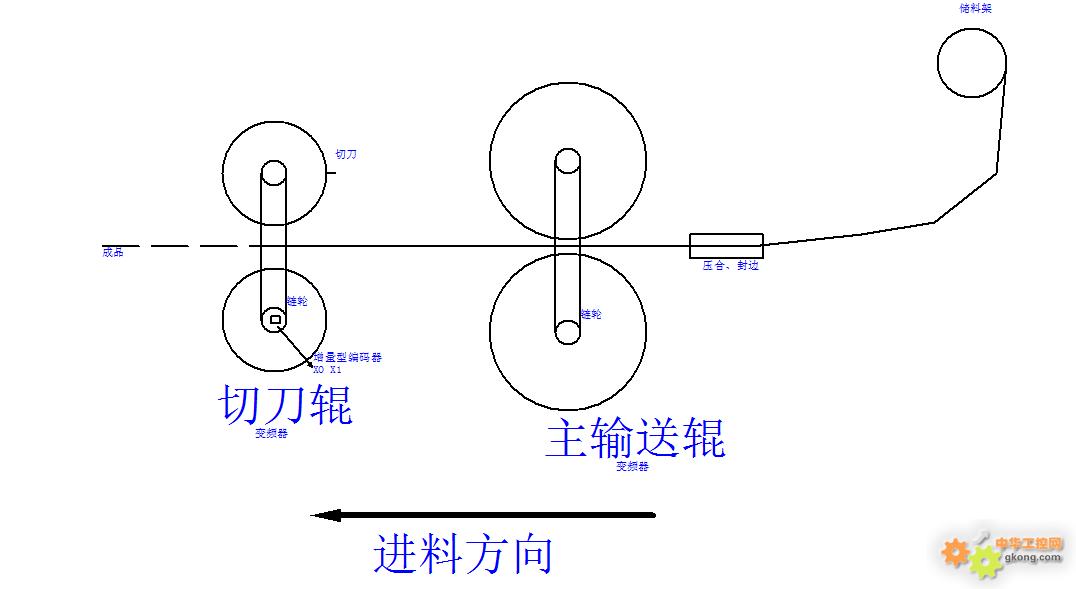
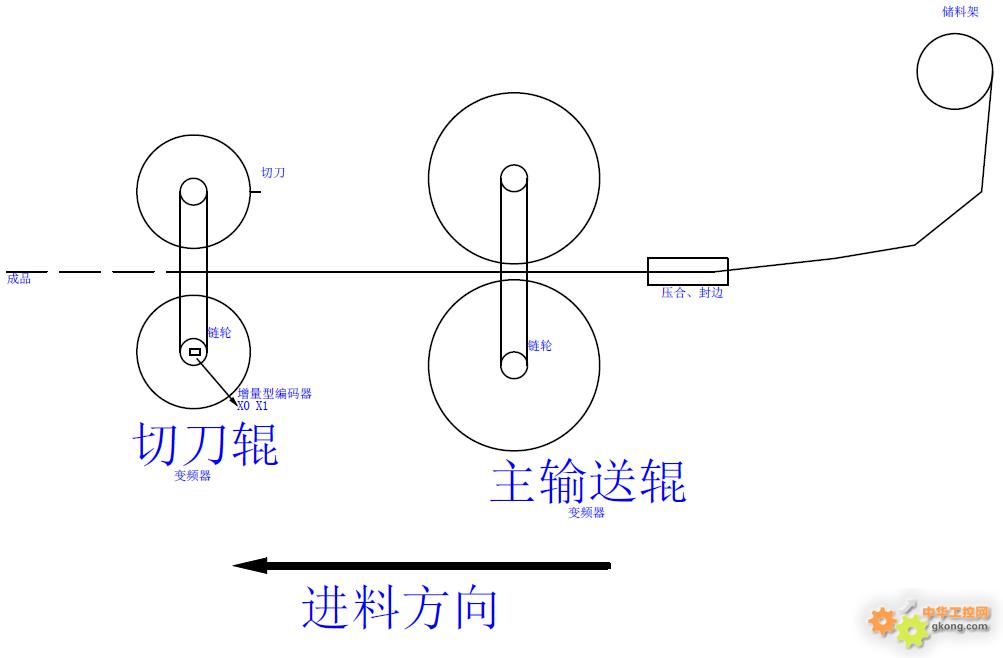
如图所示,设备是食品包装机,主输送辊和切刀辊动力是两个变频器控制的电机。这个有点像口罩机的打片机,所不同的是打片机出来的长度是固定的(174mm),而这个包装机呢,要求切断的长度可调节,且跟随主输送辊速度自动调节。切刀辊上带的有增量型编码器,设备的调速电位器直接接到主输送辊变频器上。
最后修改:
2020/8/6 14:40:08
20-08-06 13:57
1楼
编辑
引用
管理
每一天为明天
20-08-06 14:06
2楼
编辑
引用
管理
chi1225
既然有编码器测量长度,就可以不用考滤速度的问题了。够长了就切~~
20-08-06 14:21
3楼
编辑
引用
管理
每一天为明天
输送辊和切刀辊是要一起转动的,它们之间有速度差,就是通过这个速度差来调节切料长度的。不是等到了长度才切噢,那样速度会很慢
20-08-06 14:52
4楼
编辑
引用
管理
每一天为明天
这是生产视频,前3秒是属于这个设备动作的,后面的请大概忽略
20-08-06 15:03
5楼
编辑
引用
管理
gaoqinxi
你这个用运动控制器就很简单的解决了!类似于 飞剪追剪工艺 又像电子凸轮控制功能!切刀辊是伺服电机要求快速响应,平时不运转一直追随产品长度定尺剪切,主输送辊可以是普通矢量型电机。还要有一个实时测量包装产品的速度编码器。
20-08-06 15:09
6楼
编辑
引用
管理
每一天为明天
想的太复杂了吧,原设备是用单片机做的,现在坏了,想改成PLC控制。我观察过在生产的时候,两个变频器在加速完成后,频率是不会变化的!说明并不是实时追剪。现在就是搞不清楚那是怎么算出来的。怎么就能通过速度差算出切料长度呢?
20-08-06 15:14
7楼
编辑
引用
管理
YXBK
编码器应该装在输送辊上面,检测输送辊的转速,假设输送辊直径150,裁切100,如果检测到转速是100转/分钟,
那么输送辊的线速度就是150*3.14*100=41700MM/分钟
用这个线速度除以裁切长度就是裁切辊转速,47100/100=471转/分钟(辊上是1把刀,如果是2把刀就除以2)
然后根据这个转速再乘以一个系数作为裁切辊变频器的速度就可以了,如果实际裁切出来的长度有点误差就调整这个系数。
这样的做法只能是对于精度要求不高的场合。
20-08-06 15:20
8楼
编辑
引用
管理
每一天为明天
多谢版主指导,应该是如您所说,编码器装在输送辊上的。那这样的话,思路就明朗了。感谢!
20-08-06 15:27
9楼
编辑
引用
管理
蜀中之首
随机停,看切刀每次是不是停在固定位置
简单的控制搞这样复杂干嘛
编码器----计数器----切刀动作----切刀停于固定位置
20-08-06 17:03
上一页
下一页
工控新闻
Vishay最新工业级3/8英寸方形单匝金属陶瓷微调器,优化PCB上的布局
越疆科技深化全球布局,马来西亚子公司开业推动东南亚智能制造升级
霍尼韦尔公布2025年第二季度业绩 更新全年指导范围
尼得科旗下品牌恩布拉科压缩机将在印度建厂
国内首个!腾讯发布具身智能开放平台
新型瞬态抑制二极管将直流线路保护的箝位电压降低多达15%
台达位列中国企业社会责任发展指数前十 连续六年获颁“杰出责任企业”
工信部将完善人形机器人等产业发展政策
更多新闻资讯