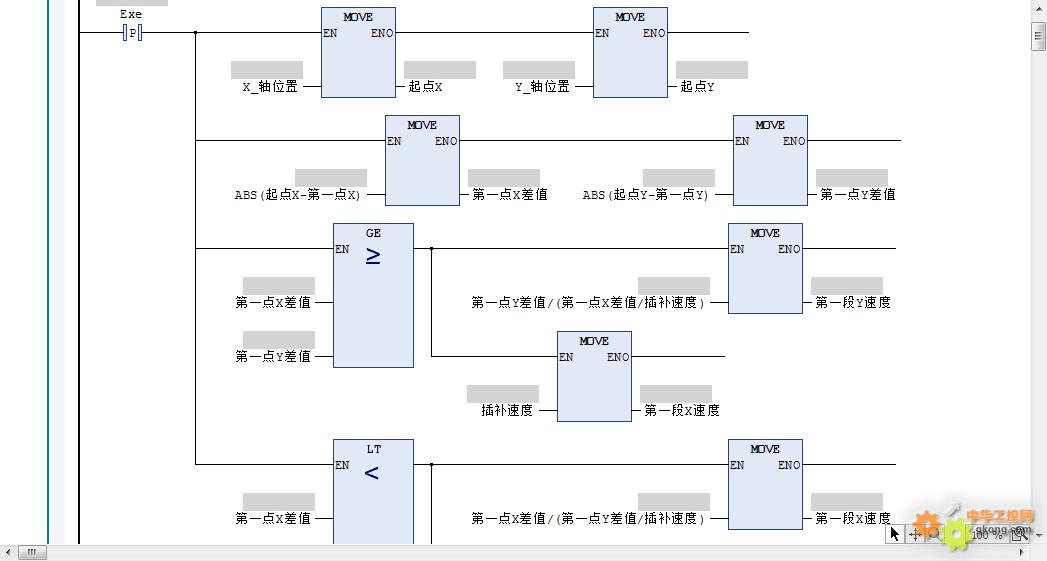
直线插补,圆弧插补以前对这两个词并不感冒觉得会用不到,只会在一些复杂的运动控制上才会用到,想着就算用到也是直接使用自带指令进行配置即可,但是今天看了别人的一个简易两轴码垛机的程序,发现作者并不需要指令即可自己写出插补算法,(PLC是施耐德M241也不是什么运动控制器),自己上网查了下插补的算法,看的也是一头雾水,完全无从下手,请问各位这个直线插补的算法是不是很难写,作者的算法我是看不懂了,还是只需要根据公式套用即可?下面是别人的程序,大神们帮我分析下
最后修改:2020/4/13 16:20:30



 ,我这个直线插补都看不懂,,但是你说圆弧插补,你还别说以前我上培训班的时候还真的见过老师用S7-200CN画圆
,我这个直线插补都看不懂,,但是你说圆弧插补,你还别说以前我上培训班的时候还真的见过老师用S7-200CN画圆