登录
首页
PLC论坛
施耐德电气PLC
回帖
发帖
正文
主题:施耐德PLC走CNC案例
点击:2489 回复:17
楼主
编辑
引用
管理
祖遍四方
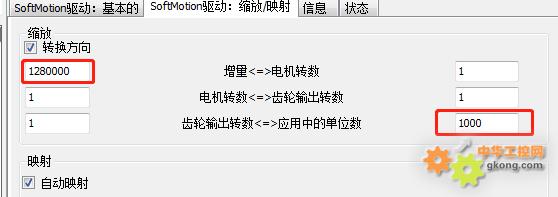
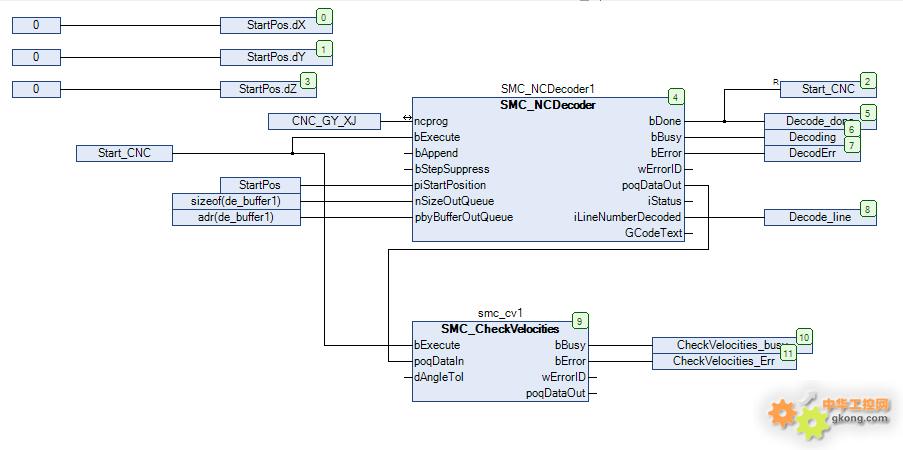
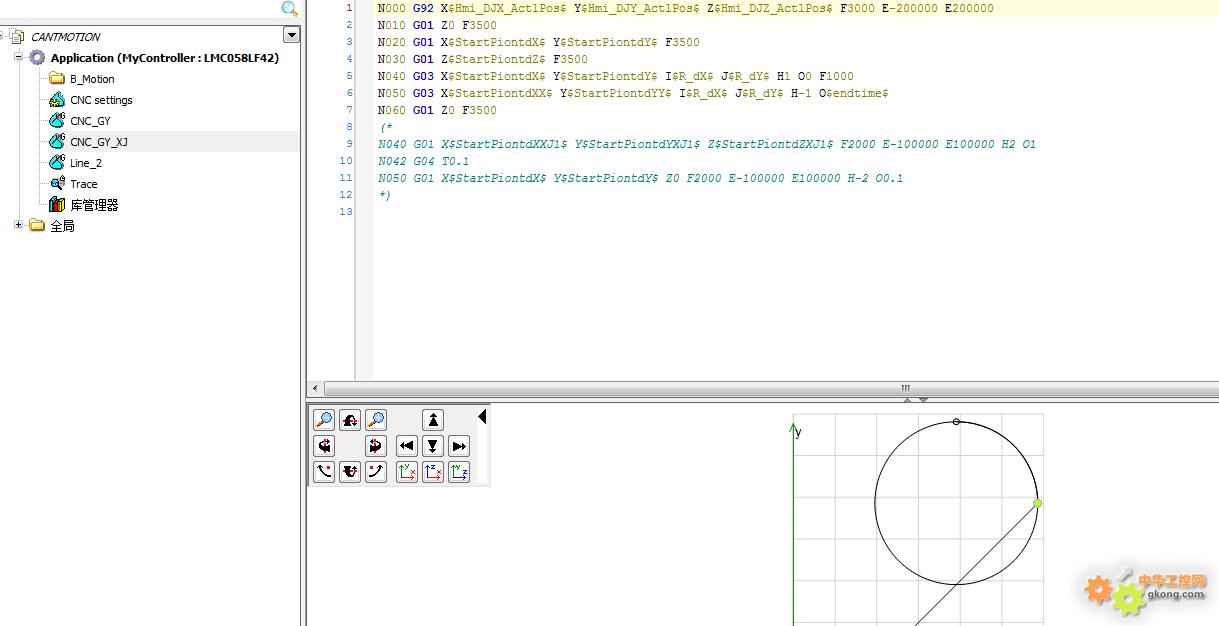
在施耐德走CNC中,058 078 不管是走CNAMTION还是走COSEII总线。功能块都是一样的,不管带什么施耐德什么伺服,程序是一样的。 首先注意硬件配置,后任务配置,在软件功能块,在CNC的G代码。 里面有程序下载可以参考 链接:
https://pan.baidu.com/s/10UD7LeGaYI3ilH4rmxREKA
提取码:cf69
19-12-05 01:35
1楼
编辑
引用
管理
0aguang0
这个我跟着别的工程师看他弄过一次..感觉挺厉害的..
之前用的是AB的方案..得描电子凸轮....078这个CNC直接用像数控机床一样的语言..就写出轨迹了
19-12-05 09:56
2楼
编辑
引用
管理
465010287
我还没见过施耐德这款CNC数控机床
19-12-05 11:00
3楼
编辑
引用
管理
weicy007
貌似还可以通过U盘导入G代码来执行。
19-12-05 22:27
4楼
编辑
引用
管理
qq6314965
我还没见过施耐德系统的数控机床
19-12-05 23:00
5楼
编辑
引用
管理
祖遍四方
是的
19-12-06 01:52
6楼
编辑
引用
管理
祖遍四方
对CNC我在补充几点关键问题,058是二轴半插补,如果用三轴插补不是不行,只是解码分配的速度给XYZ三轴不太合理。 后面用两两插补会好点,因为走CNC的各轴速度会 依据每轴的相对位置来分配速度的。 078可以三轴插补。 用PLC的TARK功能 ,去抓各轴的给定速度与CNC合速速度,位置就能很好的看分析一些情况。
19-12-26 08:55
7楼
编辑
引用
管理
51477工控迷
楼主有PLC写G代码这方面的资料吗
20-01-07 14:18
8楼
编辑
引用
管理
lizy
赞赞赞,谢谢楼主
20-01-07 14:23
9楼
编辑
引用
管理
祖遍四方
G代码,通用的,在网上查CNC的G代码讲解 是通用的
20-04-08 22:01
上一页
下一页
工控新闻
2024 汉诺威工业博览会,倍福展台直击
展会预告 | 智动未来,SICK与您共赴长沙智博会
视频回顾 | CC-Link协会理事单位3M在深圳工业展精彩回顾系列(二)
视频回顾 | CC-Link协会合作伙伴卓彩在深圳工业展精彩回顾系列(三)
台达于2024德国汉诺威工业博览会展出智能制造与低碳交通解决方案
新闻发布 | 倍福最新推出 EL336x 系列 EtherCAT 称重端子模块
“汇川号” 2024首站走进东富龙——共探数字化智慧药厂新未来
74%的收入来自可持续业务,施耐德电气做对了什么?
更多新闻资讯