

引用 51477工控迷 在 2019/10/12 17:26:18 发言【内容省略】
其实不示教也可以,根据箱子的大小与踏板的大小自动计算也行。我去年帮朋友做了一台摆盘机的程序就是这样做的,他那个盘子有大有小,摆的东西也有大有小,还有均匀摆、奇偶摆。我都是自动计算出来位置的,到了第几个就自动去调用对应的位置。
19-10-12 17:37
箱子种类二种以上,托盘1种或二种以上,但托盘位置固定
虽然可以预先计算,但考虑客户的能力,及品种差异,用试教比较好。
你试试这样
在屏幕有箱子尺寸输入界面,输入长宽尺寸
试教第一个(比如左上角),或第一排,得出原点,在依据原点,箱子尺寸,预留空隙,计算出后几个箱子坐标,OK 就保存入菜单。
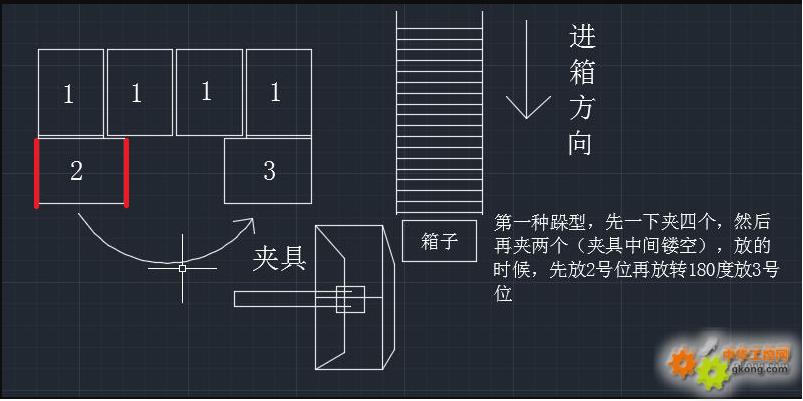
你的工艺描述,少一步,第二排第一箱先转90度,第二箱再转180度,是吧
19-10-15 11:20
你的理解很对,,但是第二排不用先旋转90度,,是拾取了以后直接平移过来放了,,放了后再旋转180度这样,,现在这个程序给了我的上司接手了,我自己想的步骤的话就比较动作生硬,就是一步到一个点这样,,然后听他说要几轴一起同步到达一个指定位置这样可以省点时间,,他这样说我就想不出了,,难不成他会自动调速?
19-10-16 09:46
 ,复合运动是必然的,否则看其动作有点笨
,复合运动是必然的,否则看其动作有点笨
