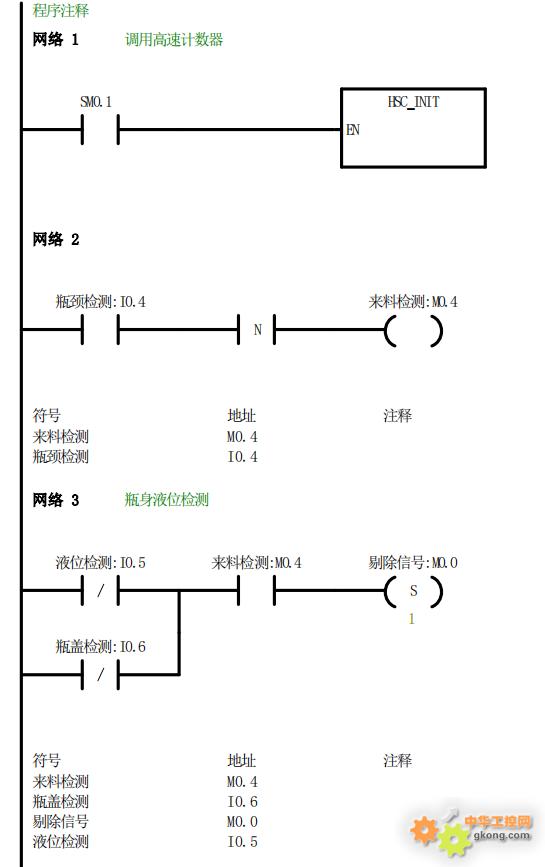
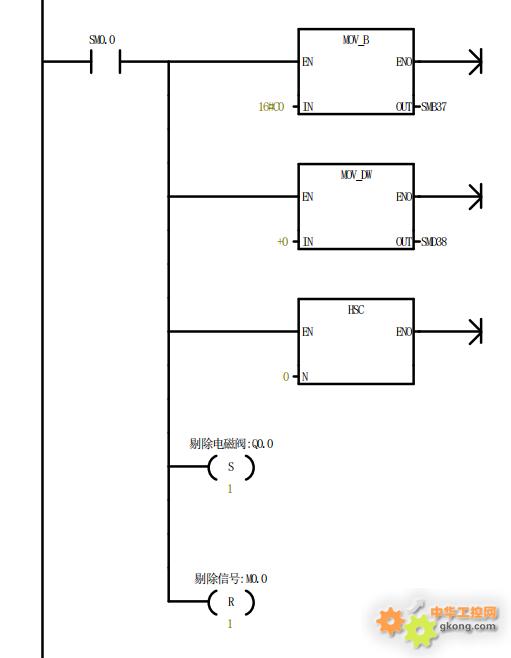
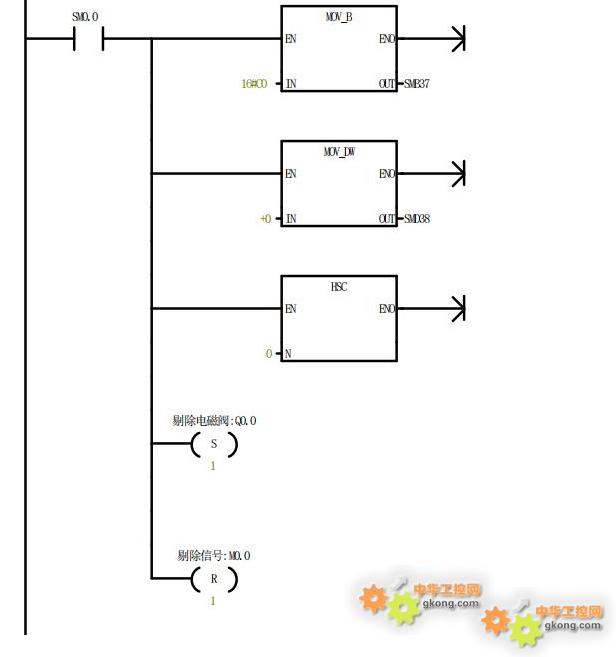
高速计数剔除,检测饮料瓶,增量式编码器,100个脉冲剔除,10m内剔除20个则报警
既然是饮料瓶,起码在50mm,编码器用多少脉冲不明,100个脉冲之间会有多少个饮料瓶又是未知,传送速度还是未知。
10分钟内有20个剔除就报警,传送速度不快
三个电眼,估计就是普通的光电传感器,再次说明传送速度不快,为啥用编码器(别说用的是10个脉冲编码器),为啥用高速计数?
我认为用普通输入口足以
可以这样做
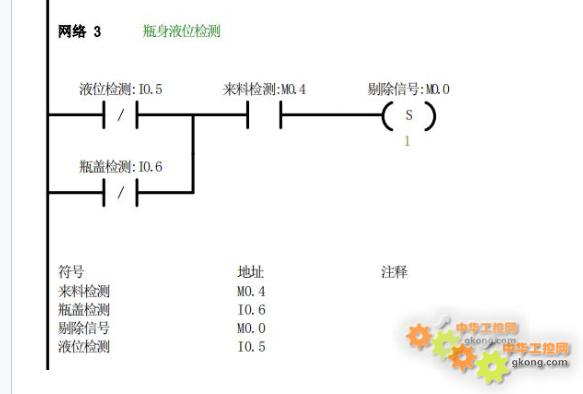
做(或买)个码盘(编码器),脉冲间隔在瓶间隔1/2-1/3,一个瓶有2-3个脉冲,最差有1个,称它为"移位脉冲A"。
用这个A脉冲信号控制“移位指令”,位数要包含NG瓶检测点到"剔除位置C"(例如你的100脉冲),称为"移位数据链B"
A与NG信号置“1”到B首位,这个“1”随着脉动的A,在数据链B中移动到剔除位置C,你就在C位置瞄着,见到“1”就短平快的给它一炮

,欧拉
类似控制用高速计数忒累