


呵呵;信捷最初的PLC基本上都是参照三菱的PLC,指令大多都一样的;
但现在这么多年,三菱及信捷都自己推出了很多新的功能及指令,所以现在的只能参照,不可能完全照抄过去的;
但现在这么多年,三菱及信捷都自己推出了很多新的功能及指令,所以现在的只能参照,不可能完全照抄过去的;
18-05-03 20:21


怀疑你的程序不完美,是不完美有缺陷,并非程序有错。
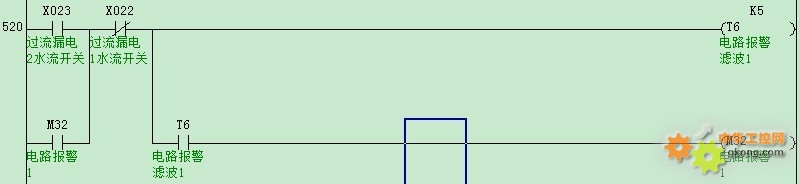
比如说,现场某一电器正在启动,它能产生瞬间的干扰脉冲,而就是这一脉冲,足以使设备产生误动作。通常情况,为了消除干扰,可以在程序中编制一些过滤延时(0.1-0.5秒),这样一来,即使有干扰脉冲,也不会执行错误动作。
下图程序中,当X023信号持续达到0.5秒后,M32才能自锁报警。
当然,也可以编制一信号断开滤波程序。
![附件 截图.jpg]()
比如说,现场某一电器正在启动,它能产生瞬间的干扰脉冲,而就是这一脉冲,足以使设备产生误动作。通常情况,为了消除干扰,可以在程序中编制一些过滤延时(0.1-0.5秒),这样一来,即使有干扰脉冲,也不会执行错误动作。
下图程序中,当X023信号持续达到0.5秒后,M32才能自锁报警。
当然,也可以编制一信号断开滤波程序。
最后修改:2018/5/3 22:02:41
18-05-03 22:01


