No. 结果 数据名 分类 内容 错误代码
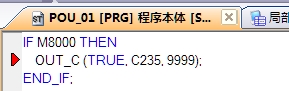
1 Error POU_01 编译程序 'OUT_C'的第2个参数中设置了不同的类型。 C8029
点击:6201 回复:12
引用 非洲挖煤饿 在 2017/5/1 16:47:02 发言【内容省略】
IF M8000 THEN引用 蛇会大学 在 2017/5/2 19:21:19 发言【内容省略】
用电工的思路(梯形图)去调试,你会发现异常困难,用程序员的思路(寄存器值),你会发现十分的容易。引用 蛇会大学 在 2017/5/2 19:21:19 发言【内容省略】
我没学过电工,接线都不会。还是别人叫我写的,只能硬着头皮写。
引用 cvlsam 在 2017/5/2 19:52:26 发言【内容省略】
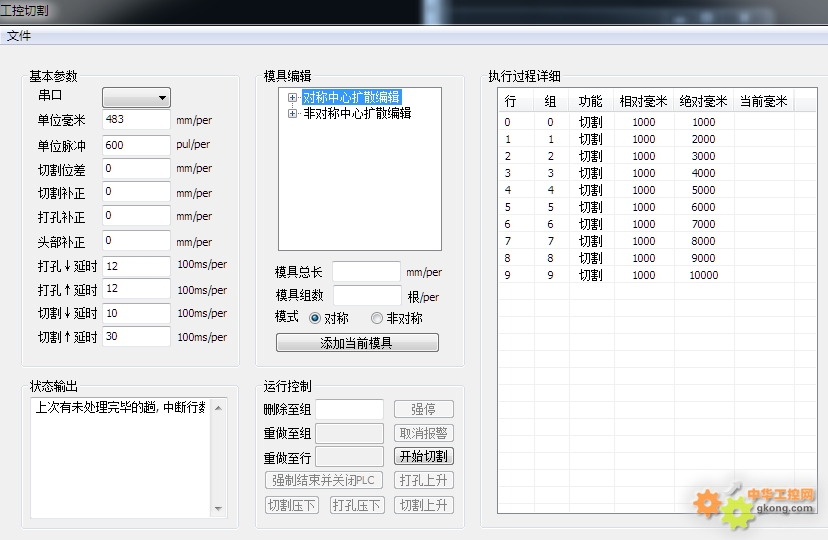
最近在折腾串口切割模具顺带打孔的程序。稍微会点C【也就懂点皮毛-_-】。引用 逍遥的久鸣 在 2017/5/2 21:04:06 发言【内容省略】
其实最主要是习惯问题,比较习惯用高级语言的语法。再者说我是个又笨又懒得人,感觉梯形图调试巨麻烦。