关键词:龙诚LC200 捏炼机
一、应用简介
1.应用简述:本机主要用于天然橡胶,合成橡胶再生橡胶以及塑料的塑炼与混炼,橡胶与塑料的共混,也适用于各种低粘度物料的混炼。
本机广泛用于橡胶及其制品行业,如:轮胎厂、电缆厂、胶带胶管厂、胶鞋厂、密封件厂、钙塑制品厂等,也适用于油漆、染料、陶瓷、医药、磁带、电影胶片等工厂的混炼生产。
本机是橡胶、塑料行业最理想的新式混炼设备,各项性能指标均达到或接近国外同类产品的先进水平,本机设计先进合理,结构紧凑,占地空间小,安装方便,生产效率高,操作简便可靠,混炼室易清除,便于经常更换色料,冷却加热效果好,混炼分散均匀,全封闭结构,即安全又大大改善作业环境,全新的密封设计,密封效果好,使用寿命长。
2.XX机械有限公司(原XX机械有限公司)成立于1986年,公司现有职工500多人,占地面积120000多平方米,是研发和制造橡塑塑料机械的专业厂家。
公司已通过ISO9001:2008质量管理体系认证,经过几十年的发展,形成了集研发、加工、检测、组装、售后服务等一整套完整体系,拥有百余精密加工设备,近年来更通过实施REP系统,具备了迅速反应能力及精密化管理。公司通过长期与大型轮胎、输送带、电缆、再生胶、橡胶制品等企业合作,形成了系列化产品结构,用优质的设备,贴近客户的设计赢得了国内外客户的信赖,使XX橡塑机不但在国内市场有很高的占有率,还远销美国、欧洲、日本、韩国、东南亚、中东等世界各地。相继荣获AA级企业,重合同守信用单位,纳税十强企业,辽宁省诚信企业,大连名牌产品,辽宁名牌产品,辽宁省著名商标等荣誉。
公司主要产品如下:
炼胶设备:密闭式炼胶机、加压式捏炼机、开放式炼胶机、双螺杆挤出压片机、压片机、精炼机、破胶机、切胶机等。
挤出设备:销钉式冷喂料橡胶挤出机、冷喂料挤出机、热喂料挤出机、橡胶过滤挤出机、三角胶挤出贴合机、复合挤出 机、0度带束层生产线、钢丝圈挤出缠绕装置、六角形钢丝圈挤出缠绕联动生成线等。
压延设备:二、三、四辊压延机及生产线,二、三、四、五辊塑料压延机生产线及配套辅机,钢丝压延生产线等
裁断设备:90度钢丝帘布裁断机、15-70度钢丝帘布裁断机、钢丝帘布纵裁机、多刀纵裁机、纤维帘布水平式裁断机、立式裁断机、卧式裁断机等。
成型设备:全钢二、三鼓一次法成型机、半钢二次法成型机、斜交轮胎成型机等。
冷却设备:胎面、胎侧及其他型胶挤出冷却联动装置、风式和水式胶片冷却线、四辊、六辊、八辊、十二辊胶片冷却线等。
硫化设备:鼓式硫化机、平板硫化机、内外胎硫化机、垫带硫化机、抽真空平板硫化机、橡胶注射机等。
其他设备:轮胎空气定型机、垫布整理机、层布贴合机等。
可根据客户要求设计制造各种设备。
二、应用说明
1.应用功能描述

图1加压式捏炼机系统
如图一所示:
本机以机座为基础,机架为骨撑,装设混炼机构,翻转机构,压料装置,主传动系统,冷却(加热)系统,气压控制系统和电气控制系统等。
混炼机构是实现整机功能的主要工作部分,经配方计量的物料,从机架后部或后上方投料口加入密闭的混炼室内,在加压、控温状态下,经过一对相向差速转动的叶片转子与混炼室壁、上顶栓的共同作用下,进行搅拌、捏、揉、挤压、剪切等复杂作用,完成混炼作业,转子的动力由主传动系统提供,置于混炼室上方的压料装置的气压系统的控制下,活塞杆伸缩带动上顶栓沿混炼室上口的长方形滑道升降,在负载工作状态,上顶栓降到混炼室内,使物料在额定压力下塑炼或混炼,与物料接触的混炼室,转子及上顶栓等部门均为空腔结构,可通水(冷却)或通蒸汽(加热),这种通用合一的冷却(加热)系统,可使物料在适宜的温度范围内进行混炼或塑料,保证炼胶质量,混炼室可绕前转子轴心翻转140°,便于自卸料和换色清洗,其动力由翻转电机经传动机构提供。
本机的运行,由电气系统控制操纵,所有动作,均可实现手动和自动两种控制方式。
2.工艺流程说明:
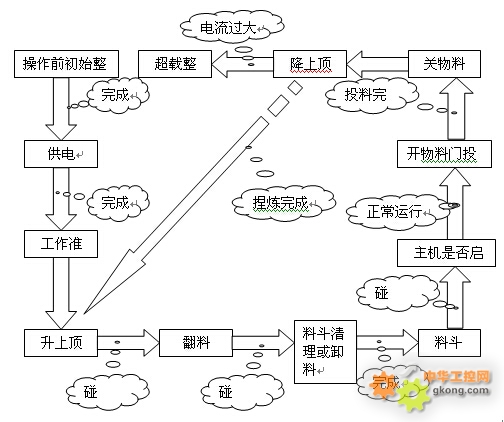
图2 加压式捏炼机系统流程图
手动操作:
(1)操作前初始整定:将“自动/工作方式/手动”旋钮拨至手动位,“升/上顶栓/降”旋钮,“翻/料斗/回”旋钮,“开/物料门/关”旋钮K拨至中间档,“捏炼次数”旋钮选择1次。
(2)送电:合上断路器,开始送电。电流表A、电压表V指示。
(3)工作准备:打开急停按钮,此时按动“工作准备”按钮,“电源指示”亮,“手动指示”亮,“物料温度”显示当前混炼室内温度,电铃有瞬间轻响。
(4)升上顶栓:拨动“升/上顶栓/降”旋钮至升位置,电磁阀上电,上顶栓上升,当碰到砣上限时自动停止。保持“升/上顶栓/降”旋钮升位置。
(5)翻料斗:拨动“翻/料斗/回”旋钮至翻位置,接触器吸合,料斗翻出,至料斗翻限行程停止。(每天第一次操作时适用,目的将混炼室内垃圾清除,正常操作后此步略过。因为卸料时已执行此步。)此时可以清理混炼室内垃圾。
(6)料斗回:拨动“翻/料斗/回”旋钮至回位置,接触器吸合,料斗翻回,至料斗回限行程停止。
(7)开主机:按“主机启动”按钮,主机启动,接触器吸合,主机星启动状态,经过5S延时(电机启动延时出厂已在PLC内部设定)后,电机切换到角运行状态,此时,主机正常工作。
(8)投料:主机正常运行后,开物料门进行投料,投料完成后关物料门。
(9)降上顶栓:主机正常运行后即可投料,投料完成后,拨动“升/上顶栓/降”旋钮至降位置,并保持,此时上顶栓下降,捏炼开始。
(10)超载系统:本机带有上顶栓压力调整系统(超载系统)。为保护机械传动部件在过载时不受损坏,在电气控制系统中设有上顶栓压力调整回路,以控制压料装置自动系统。即当转子负载超过设定值时,上顶栓气缸自动卸压一段时间,使上顶栓浮起后,再下降对物料施加压力。其原理如下:在主电动机回路,经互感器,接电流继电器,当主电动机电流超过整定值时,电流继电器吸合,其常开点闭合,给PLC信号,使输出点接通,“超载指示”灯亮,同时使控制上顶栓降的电磁阀断电,因而主电动机负荷降低。当主电动机电流降至整定值以下时,电磁阀重新得电,使电磁阀处于工作位置,气缸上腔升压,驱动上顶栓下降,对物料加压。
(11)升上顶栓:当胶料炼好后(捏炼好的时间根据经验),将上顶栓升起,操作同上。一定要保持升位置。
(12)翻料斗:当上顶栓升至上限行程后,自动停止时,将料斗翻出,碰行程停止,开始卸料,操作同上。
(13)料斗回:卸料完成后,将料斗翻回,整个捏炼过程结束。
自动操作:
(1)自动运行前,要根据物料混炼或塑炼工艺要求设定机器捏炼时间。确定“捏炼次数”,并设定数显时间继电器,予置作业时间。
(2)拨“手动/工作方式/自动”开关至“自动”位置上,“自动指示”灯亮,上顶栓将自动升至限位,混炼室自动回至原位,起动主电动机,将物料装入料斗。
(3)按自动运行按钮,上顶栓降,捏炼开始,同时一次捏炼时间继电器开始计时,当捏炼时间到,上顶栓升至上限,上顶栓停。
(4)第二次投料完。按自动运行按钮开关时,上顶栓自动降,则第二步捏炼开始,其运行过程同上,但捏炼时间由二次时间继电器计时。时间到后上顶栓自动上升,到达顶端,停止,依次类推,知道最后一次完成,然后翻料斗自动翻转,碰到翻料行程后,开始卸料,37秒后翻回,碰行程,停止,再次投料,新一次开始。
3.系统需要分析:系统并不复杂,输入点多,输出点少,采用PLC控制可以简化外围回路,并且易于设备维护检修,提升设备功能。原系统采用OMRON品牌CP1E-E40系列PLC,由于龙诚LC200系列 PLC 产品与OMRON无任何区别,程序等均一样,故现在实际使用,不需要更改程序,只需更改原理图即可。选择龙诚LC200系列 PLC 产品,支持国产,抵御日货。
三、应用的设计与实现
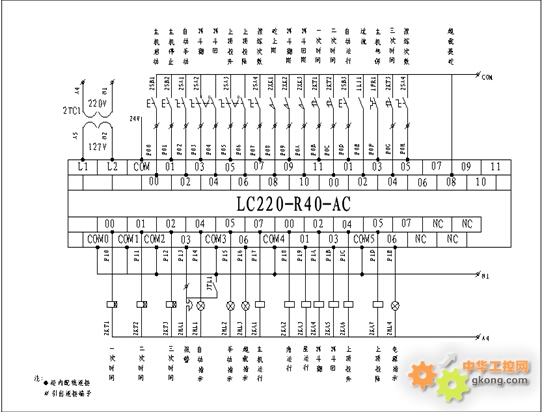
1.电气控制原理图说明
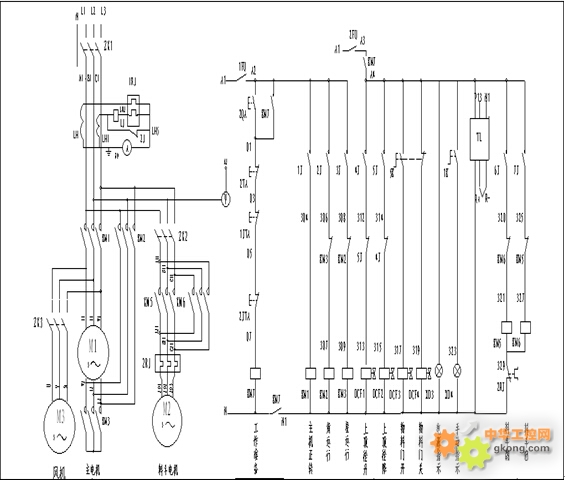
图3 电气控制原理图
2.I/O分配表
3.龙诚LC200系列 PLC控制程序(部分截图)
由于程序是实际销售机械使用,故只提够部分截图,无法详细阐述和完整提供。此款机型现在正在市场销售,需要保密。
程序无复杂控制,只是做逻辑启停及动作保护而已。
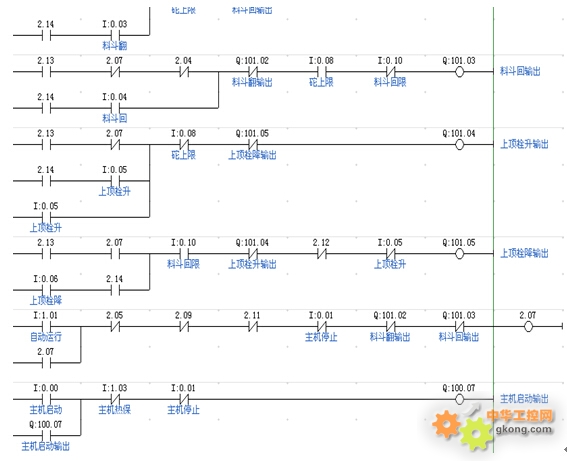
图五 程序截图
4.应用设备图片展示

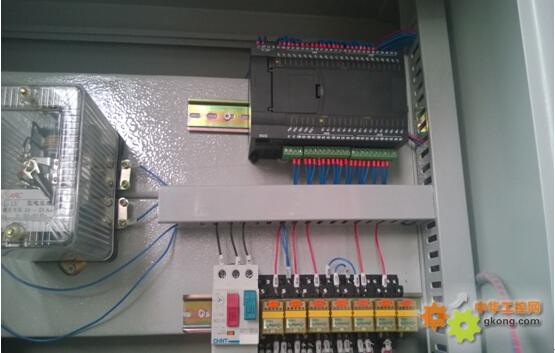



经试用,发现龙诚LC200系列 PLC使用方法与OMRON的CP1E-N40使用方法完全一样,程序编辑也一样,不存在任何程序编辑问题,通过使用,完全可替代OMRON品牌。
在整个更换过程,只进行了电路原理图PLC部分更改,软件程序不需要任何更改,直接下载PLC进行使用,非常方便。
但是有一个问题,龙诚LC200系列 PLC本体不带24V电源,故需要另外增加一个开关电源。
综合来说,优点大于缺点,缺少24V电源这个问题,并不难解决,增加一个开关电源而已。可以完全替代OMRON产品,更换简单,不需要更改程序,这些都方便了程序员,而且降低了成本,非常适合节省成本来替换。
另说一说产品的小瑕疵,首先,产品外观,产品的接线端子,不整齐,给人感觉是手工拼装的,希望能将端子插件排列整齐。其次,PLC运行指示灯颜色暗淡,选用的颜色不明亮,在实际使用中,绿色和红色都很暗淡,需要仔细去进行观看,应该选择比较明亮的发光二极管,方便监控。
实际试用中进行了抗干扰测试,对系统默认的8ms滤波时间进行测试,当附近右变频设备时,会有干扰信号输入,当滤波时间增加到32ms时,干扰输入基本没有。这个情况与OMRON的CP1E系列基本差不多。不过实际使用没发现问题。
2.相比与OMRON的CP1E,端子可插拔,能进行快速更换端子,这是龙诚LC200系列 PLC的优点,而软件程序完全一样,通用也方便了用户进行编程及修改程序。
而缺点就是少了24V电源,需要另外增加一个开关电源。
3.从9月6号开始,经过更改原理图,配柜,到实际车间试车,经过了20多天试用,未发现任何故障,使用情况良好。
参考文献
[1] 龙诚LC220系列PLC指令参考手册
[2] CP1E CPU单元软件操作手册
[3] CP1E CP系列PLC硬件操作手册


