客户需求:
依客户需求规格,订制用于检测五金冲压件齿条设备
主要规格要求: 1. 针对客制品两侧的齿条检测。
2. 检测区域:20*80mm。
3. 检测内容:齿形的间距、高度,角度,顶端及底端的弧度、内侧圆弧度
4. 检测时间:<=4s/pcs
5. 设备主要部件需有相应的防护部件。
6. 设备具备多种相似产品检测功能,同时后续可依相似产品检测进行升级。
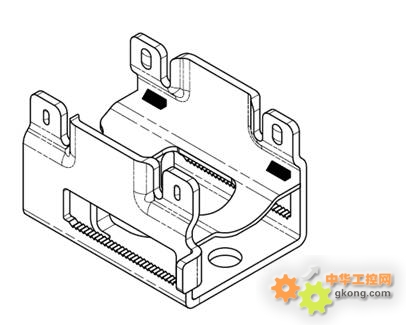
客户产品图片:(红色圈内为需检测区域)
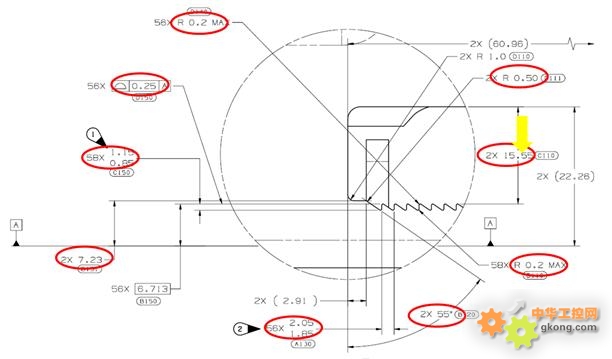
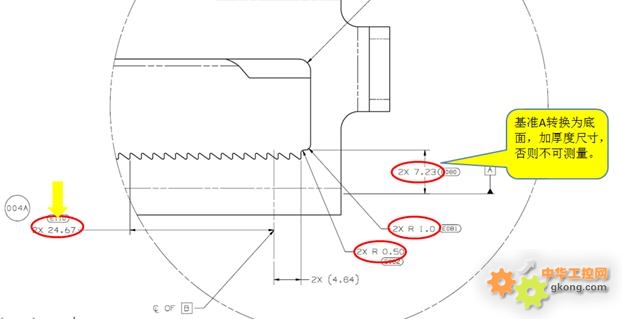
1 齿顶端弧度R=? 0.2mm 58 Pass
2 齿高度差 0.25mm 56 Pass
3 齿顶端到底端距离度 1.15mm 0.85mm 58 Pass
4 旁侧线到A基准线高度 7.23mm 2 无法明确A点,无法检测
5 两侧始点角弧度R=? 0.5mm 2 Pass
6 开窗顶部到齿顶部高度 15.55mm 2 Pass
7 齿底部弧度R=? 0.2mm 58 Pass
8 始端与侧面相对角度 55° 2 Pass
9 齿间距 2.05mm 1.85mm 58 Pass
10 两侧度弧度 1.0mm 2 Pass
11 中心心与B点距离 24.67mm 2 建议改为以中心齿到始末之间距
合计 300
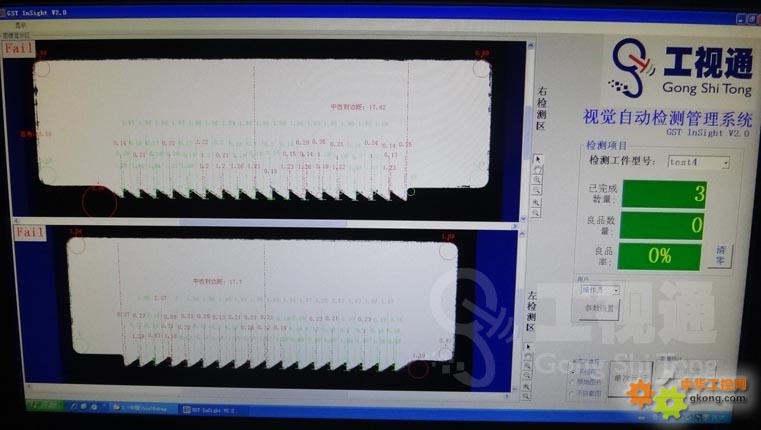
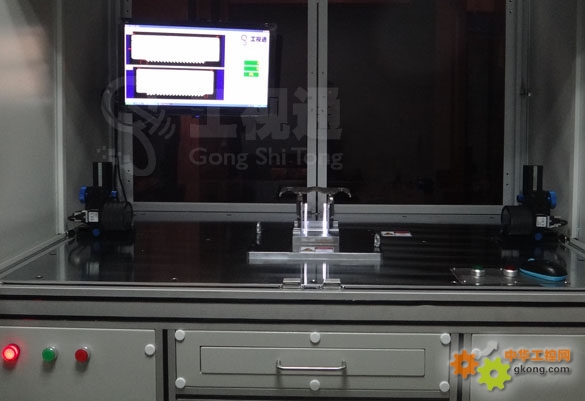
解决客户问题:
对客户产品进行全检,能达到很好的品质管控。
最终图: