登录
首页
机电一体化
回帖
发帖
正文
主题:关于在数控加工中心上实现激光与等离子复合熔覆快速成型的控制问题
点击:1133 回复:16
楼主
编辑
引用
管理
maziju
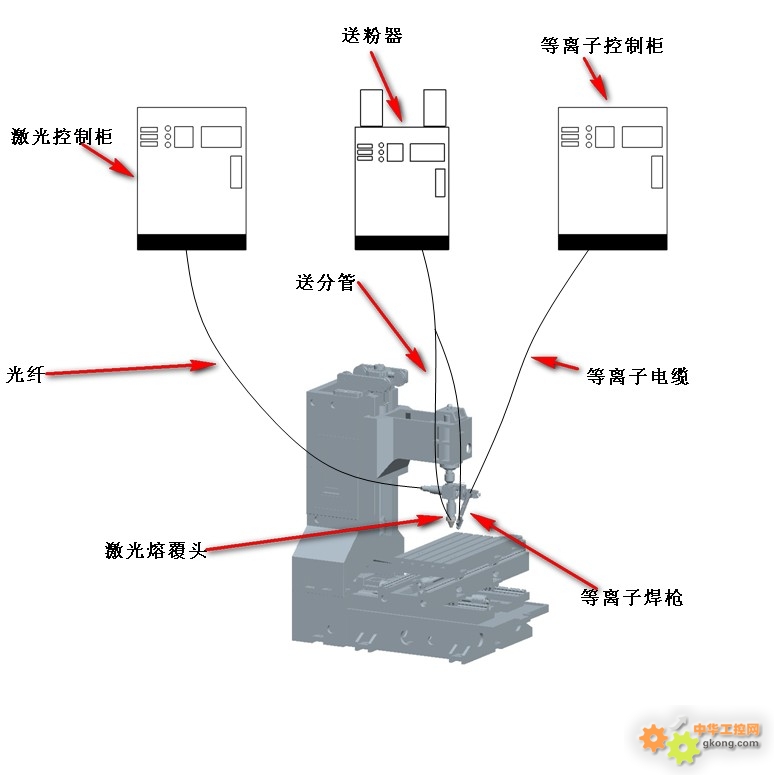
有个控制方面的问题需要请教。如下图所示,这个东西是用来做快速成形的,也就是俗称的3D打印的,但是这个是工业级别的。这个设备是在我们现有的加工中心上来实现,也就是将激光熔覆头和等离子焊枪做成一体,相当于刀具,将它夹持在加工中心的机床主轴上,然后送粉器同时向激光熔覆头和等离子焊枪送粉,它们同时开启熔覆金属粉末,逐层堆积,形成三维零件。
现在这个激光控制柜和等离子控制柜以及送粉器都有接口,它们可以直接连接在数控加工中心的扩展接口上,然后同时定义数控程序代码,来启动它们,也就是说数控加工中心只可以让这三个子系统启动关闭。至于在工作过程中的工艺参数如何调节问题,这个该怎么去控制实现?比如说激光的功率大小调节、等离子的电流大小调节、送粉速率的大小调节等,这些技术参数在工作过程中如何实现调节呢?这个好像还需要设计一套软件,至于如何实现,谢谢!
15-01-16 11:13
1楼
编辑
引用
管理
cfg168
加工中心是什么牌子,什么公司制造的,什么数控系统,什么硬件配置都需要了解清楚。
还有,加工中心在购买的时候,是附带有随机资料的,包括扩展功能的使用说明,自行查阅随机资料。
15-01-16 11:18
2楼
编辑
引用
管理
maziju
你好,加工中心是台湾友嘉的,使用的是fanuc的数控系统,这个床子,在它的数控装置中有一个内置的PMC,它有几十个外部扩展的IO接口,另外在数控装置的主机上还预留的有控制外加轴的标准接口。
上图中的激光、等离子、送粉器的启停控制,我计划是用这个数控加工中心的PMC的扩展IO口来实现,在数控程序中定义辅助功能M来控制。
至于激光的脉冲、功率等的调节,等离子的电流、电压等的调节,送粉器的送粉速率等的调节,在数控加工中心在工作的过程中,这些参数的调节,如何来进行控制和实现?这点好像不能用数控加工中心来实现吧?我的想法是再做一个控制系统,即用一个工控机,来专门连接激光、等离子和送粉器的控制柜,然后用VC或者其他软件开发一套人机交互界面来输入激光、等离子和送粉器的工艺参数来进行控制,不知道这样是否可行?或者还有无其他办法,比如直接利用加工中心完成所有的控制。谢谢解答!
最后修改:
2015/1/16 13:28:58
15-01-16 13:28
3楼
编辑
引用
管理
匿名用户
该用户被锁定!
15-01-16 14:50
4楼
编辑
引用
管理
cfg168
激光、等离子、送粉器的启停控制,是通过接入fanuc的数控系统的内置的PMC的IO接口使用开关量控制的吧。
激光的脉冲、功率等的调节,等离子的电流、电压等的调节,送粉器的送粉速率等的调节,在单个独立的设备上是通过什么方式调节的呢?是设备上的旋钮调节的吗?还是设备上的按钮调节的?
假设激光、等离子、送粉器的启停控制可以通过fanuc的数控系统的控制。激光的脉冲、功率等的调节,等离子的电流、电压等的调节,送粉器的送粉速率等的调节,是可以通过模拟量信号进行控制。
可以考虑用PLC可编程控制器附带模拟量模块,链接触摸屏,进行独立设定控制。
感觉fanuc的数控系统也可以完成所有的设备参数调节控制,但是要牵扯到对fanuc的数控系统进行二次开发,不论是硬件还是软件,但是fanuc公司因为技术专利的问题,应该不会配合客户并提供技术支持的。
15-01-16 16:23
5楼
编辑
引用
管理
FORELF
搞激光切割机电气的,建议你换数控系统,发那科没有模拟口,只能加转换单元配合IO口来控制,但是这样降低了你的控制精度;如果通过外加PLC和触摸屏控制,太不灵活了。
15-01-16 20:22
6楼
编辑
引用
管理
FORELF
搞激光的,除了发那科自己用他的系统外,基本没人用;最多的是法格、PA8000和西门子。
15-01-16 20:23
7楼
编辑
引用
管理
cfg168
想让楼主换数控系统,估计难咯。
估计楼主是按照工厂现行加工中心的设备而进行技改的方案吧,加PLC和触摸屏可能是实现最易的方法之一。
可能楼主对工控不太了解,还是外包吧,自己也可以跟着学东西。
15-01-17 11:06
8楼
编辑
引用
管理
FORELF
再想一想,PLC加触摸屏这种方案根本没法用,3d打印的参数是根据加工程序实时调节的,不可能还去触摸屏上调参数.
15-01-17 17:29
9楼
编辑
引用
管理
maziju
这个花的钱好几百万
15-01-17 23:13
上一页
下一页
工控新闻
2025年工业互联网一体化进园区“百城千园行”活动启动
Arm携手AWS助力实现AI定义汽车
恩德斯豪斯科技2025年合作伙伴大会圆满收官
广东省省长王伟中调研OPT(奥普特),落实1310战略部署,给予高度认可!
华北工控工控机BIS-6680P | 激光加工数控系统更高效稳定运行的理想选择
艾默生除尘器监测与控制解决方案可提高性能并保护环境
台达于2025汉诺威工业展展出多元AI赋能解决方案 推动智能产业与可持续能源转型
2025第五十届中国电工仪器仪表产业发展大会及展会盛大启航
更多新闻资讯

 想让楼主换数控系统,估计难咯。
想让楼主换数控系统,估计难咯。