登录
首页
PLC论坛
PLC论坛
回帖
发帖
正文
主题:求教,三菱PLC编程软件GX Work2使用问题
点击:9475 回复:20
楼主
编辑
引用
管理
971449280
各位大哥,我是PLC新手,在学习三菱FX2N PLC编程时用的GX Work2编程软件练习的,但有几个教程上的命令在软件上却输不进去,详细描述如下;
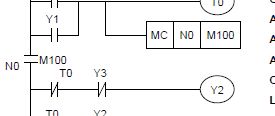
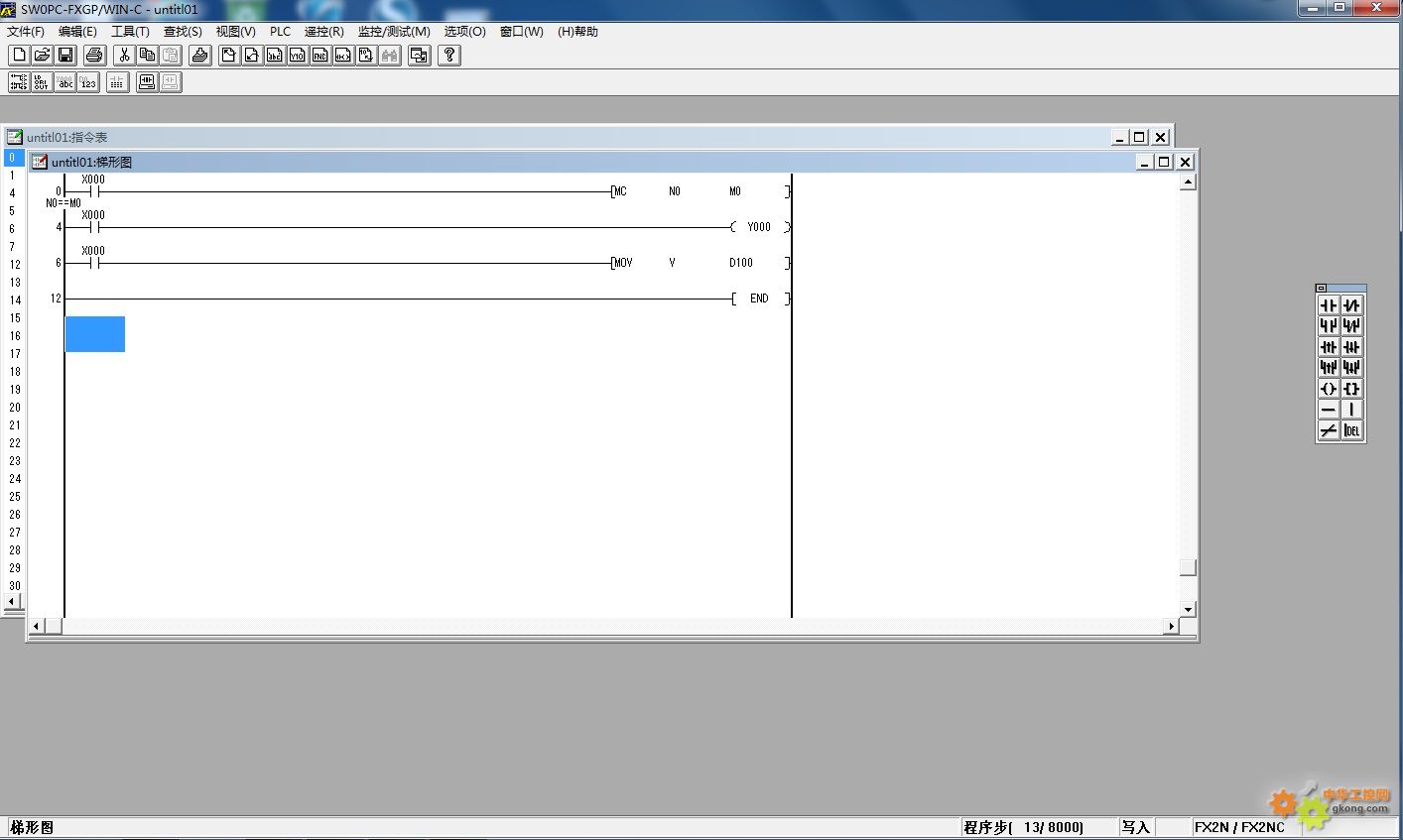
问题1:执行主控指令"MC N0 M100"之后,在下方的图形上无法输入"N0 M100",但我看教程上写的都是要在下面的图形的竖线上输入"N0"做为一个常开触点的。下面是教程上的图像。
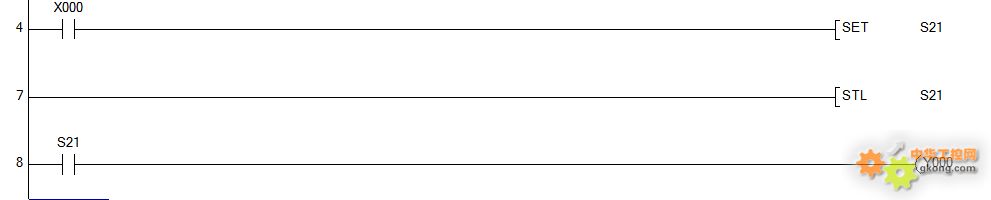
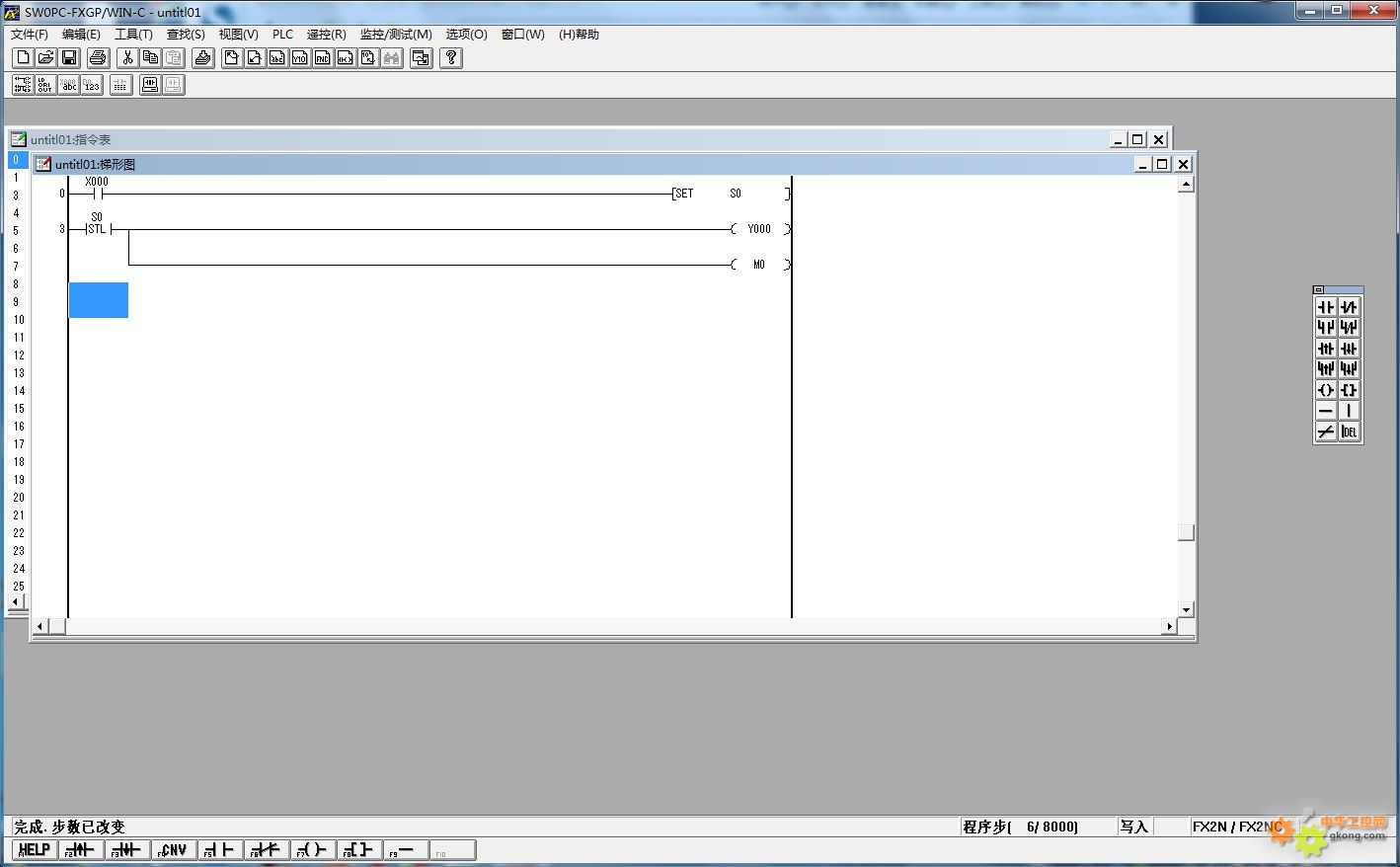
问题2:在执行步进指令时,在SET S21后的下一行指定应先输入STL S21,但在编程软件上输入STL S21后这会直接占据一行,而且对下面的程序执行无影响,不像是教程上指示的那样“STL S21”做为一个常开触点。
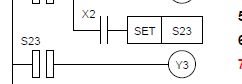
如在SET S21下一行的最开始直接输入“LD S21"那么S21做为一个单纯的常开触点也无法像教程上所描述的作用,后面的Y001虽然可以输出,但转到下一个状态后(比如S22)Y001的输出状态不变。下面是我自己编时候的图像
求教怎样正确的在软件上输入STL S21.下面是教程上的图像。
14-04-14 21:41
1楼
编辑
引用
管理
498959881
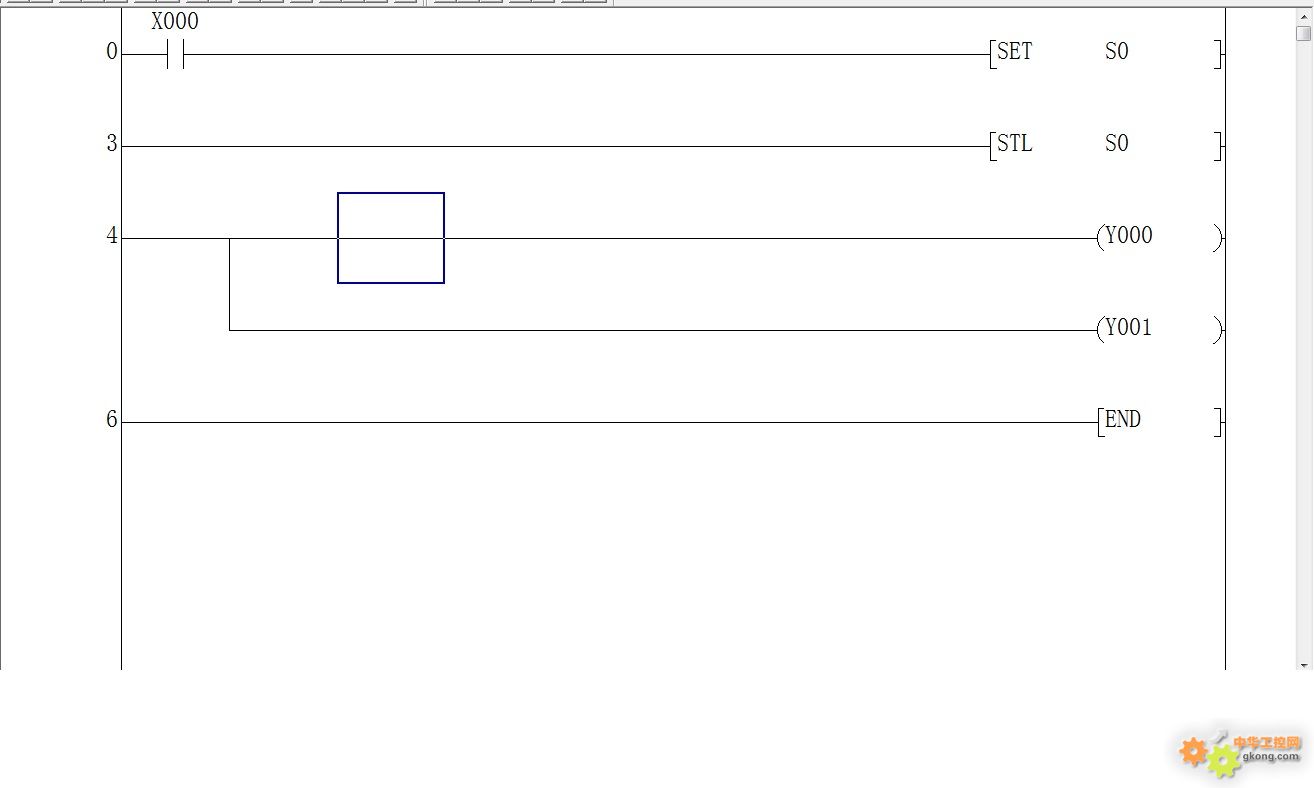
GX编程软件显示如下
以前的FX软件就是你图片上的那种
最后修改:
2014/4/14 22:00:49
14-04-14 21:56
2楼
编辑
引用
管理
fumz78
你那图中是很老的软件显示,后来的软件你切换到监控状态或是防真测试状态看下。
14-04-14 22:39
3楼
编辑
引用
管理
recobi
新版软件是这样的,你贴的那是旧的软件版本的格式,效果是一样的!
14-04-15 08:38
4楼
编辑
引用
管理
191623702
回答问题一:不要输入,监控的时候自动生成
14-04-15 09:22
5楼
编辑
引用
管理
wml0060
这个时编程软件版本的问题,不影响实际程序运行。
关于那个主控指令"MC N0 M100",你只需在编程软件中输入就行,在梯形图上无法看到,只有在监控模式下才会看到的。
14-04-15 09:34
6楼
编辑
引用
管理
971449280
你好,你能帮忙给份新版的软件么,谢谢。
14-04-16 10:02
7楼
编辑
引用
管理
东昌机电
引用
971449280
在 2014/4/16 10:02:53 发言
【内容省略】
新版软件在三菱官网提供下载。
Regards
14-04-16 11:00
8楼
编辑
引用
管理
honghaii
mc n0 m100 用大括号输入的[mc n0 m100]
你试试应该可以的,我直接试过可以的。
14-04-16 16:46
9楼
编辑
引用
管理
honghaii
还有我想问下你是不是吧M0输成MO了呢。
14-04-16 16:49
上一页
下一页
工控新闻
皮尔磁:EN ISO 13855标准更新:安全距离计算有变化!
信捷电气小型PLC 继续稳居国产品牌第一
倍福2025 年第三期工业 PC 控制及其应用全国师资培训(中北大学站)开班仪式成功举行
智元机器人首届合作伙伴大会成功举办,以全链条布局加速具身智能商用落地
西门子与横琴粤澳深度合作区民生事务局达成合作意向
倍福中国自动化新技术研讨会 | 徐州站
倍福校企合作
EMB-3541:搭载ARM Cortex-A55 四核@1.4GHz处理器,支持特种装备无人机应用
更多新闻资讯