摘 要:在碳化硅微粉生产过程中,对其主要生产设备雷蒙磨进行自动化控制,可以提高碳化硅微粉的成品率和产量,使设备更加平稳可靠地运行,同时提高雷蒙磨除尘系统的除尘能力,改善车间整体环境,并降低人力资源成本。本文介绍了碳化硅微粉生产过程中使用施耐德Modicon M208对生产设备雷蒙磨粉机进行控制的方法及程序。
关键词:雷蒙磨;碳化硅微粉;施耐德;Modicon M208
一、应用简介
1. 应用简述:包含该应用的领域,其产生的相关背景和当前的市场动态
该项目应用于一种光伏辅助材料——碳化硅微粉的加工生产领域。碳化硅微粉是太阳能晶硅片、半导体理想的线切割刃料,但其生产过程中对工艺控制的要求很高,在整个生产经营管理过程中就需要不断提高设备的自动化应用水平,采用数字化的控制手段来消除传统继电器控制的弊端,从而提高碳化硅微粉的成品率和产量。
制粉是碳化硅微粉生产中的重要工序,其产品质量在很大程度上取决于设备的控制精度。但由于碳化硅的硬度较高,其莫氏硬度为9.5级,在莫氏硬度标准中仅低于金刚石,因此其生产加工并不容易。雷蒙磨是碳化硅加工生产的主要设备,在改进之前雷蒙磨采用传统的继电器控制,故障率高。根据生产工艺要求,我们对雷蒙磨采用施耐德Modicon M208对雷蒙磨进行控制,使设备更加平稳可靠地运行,降低了设备的维修率,从而提高碳化硅微粉的成品率和产量。
2. 公司介绍,包括公司的主要特色,主力产品以及发展概况。
新疆新路标光伏材料有限公司是河南新大新材料股份有限公司(股票代码:300080,股票简称:新大新材)在新疆投资设立的全资子公司,成立于2010年8月,位于奎屯—独山子石化工业园。公司注册资本6000万元,是一家专业从事碳化硅微粉研发、生产、销售的企业。公司十分重视企业文化建设,尊崇“真诚、创新、求实、奉献”的企业精神和“实现客户最大价值,展现伙伴合作精神,体现员工共同成长”的经营理念,致力于实现客户、企业和员工的共同发展。新疆新路标现有职工665人,其中具有大专以上学历的职工占52%,二十余人有中级以上职称。
公司研发的碳化硅微粉具有耐磨损、耐腐蚀、抗高温、抗氧化、气密性好等特性,广泛应用于石油、化工、机械、冶金、船舶、汽车、航空航天等领域。随着光伏行业及碳化硅精密陶瓷行业的高速发展,对“晶硅片切割刃料”和“碳化硅精密陶瓷制品”的需求将日益增加,同时随着科技的发展,未来碳化硅可用于3D打印及隐形材料。截至2013年6月,公司共获得碳化硅微粉行业相关专利14项。作为碳化硅微粉生产加工龙头企业,新疆新路标将致力于新型材料的发展,坚持走自主创新之路,向产、学、研为一体的现代企业迈进。
公司共有198台雷蒙磨,拥有中国规模最大的磨机群,全部使用继电器控制,设备的自动化水平低,故障率高,目前正处设备改造初期,准备使用小型PLC对其进行改造。未来公司二期、三期共有300台雷蒙磨将全部使用小型PLC控制,因此对小型自动化产品的需求量较大。
二、应用说明
1. 应用功能描述(请配合图片说明)
1.1 雷蒙磨设备简介
新疆新路标年产6万吨碳化硅微粉项目采用3R8020型雷蒙磨,该雷蒙磨包含主电机、一号分级机、二号分级机、一号闭风器、二号闭风器、一号螺旋机、二号螺旋机、三号螺旋机、除尘箱、引风机、给料机等部分,如图1所示。一号分级机和二号分级机分别由一号变频器和二号变频器进行调速控制,其它电机全部使用接触器进行起停控制。
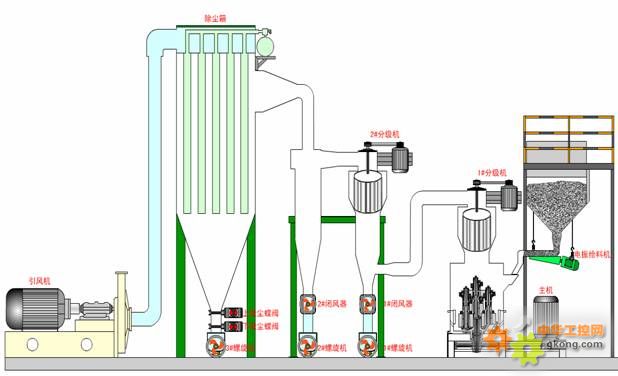
1.2 雷蒙磨的工作过程
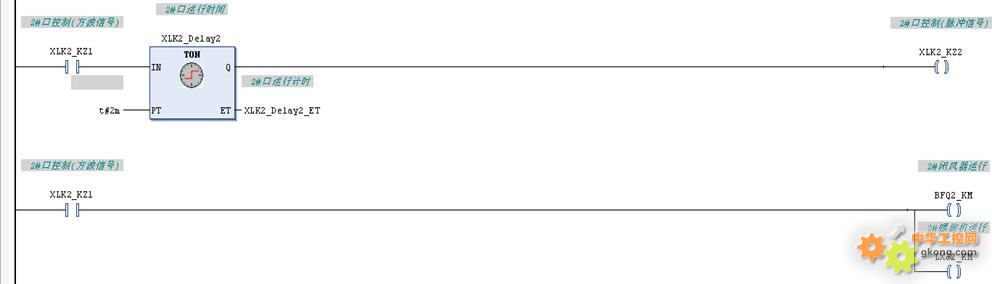
如图2所示,根据工艺要求,原材料粒度砂通过料仓在给料机进入主机研磨室,经磨辊和磨环研磨后,在引风机作用下,带动粉末经置于研磨室上方的一号分级机进行分选。粒度过粗的颗粒重新落于研磨室内回磨,粒度合乎规格的颗粒进入二号分级机重新精确分选,合格的粒度群由一号闭风器进入一号螺旋机后排出,产品为1#口料。更小的颗粒随风流进入旋风分离器分选,由二号闭风器将进入二号螺旋机后排出,产品为2#口料。最后从旋风分离器上端的回风管进入收集器收集超细颗粒,在除尘箱内进行收集并由双层气动蝶阀经三号螺旋机排出,产品为抽尘粉。全程属于负压状态,带粉尘的气体最后经除尘箱净化处理后由引风机的风道排出。

2. 工艺流程说明:(请配合图片或者流程图加以说明)
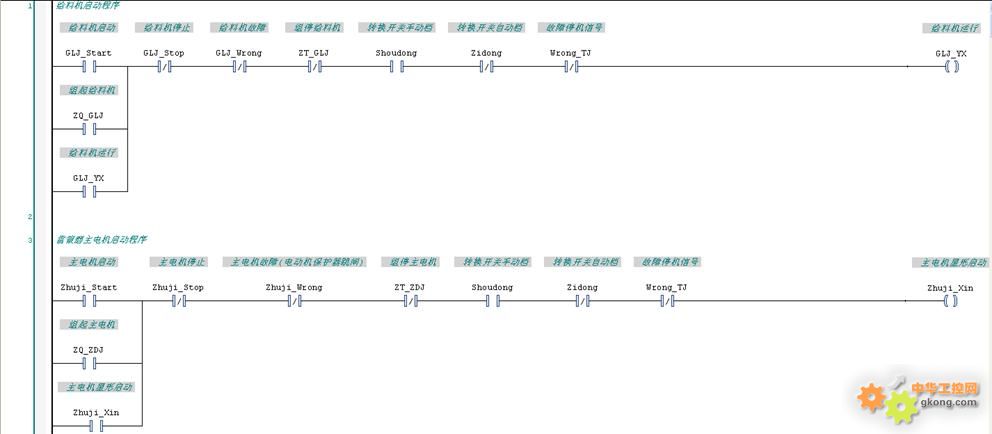
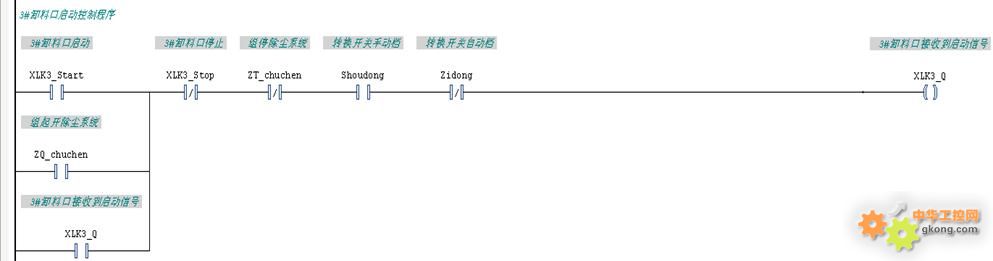
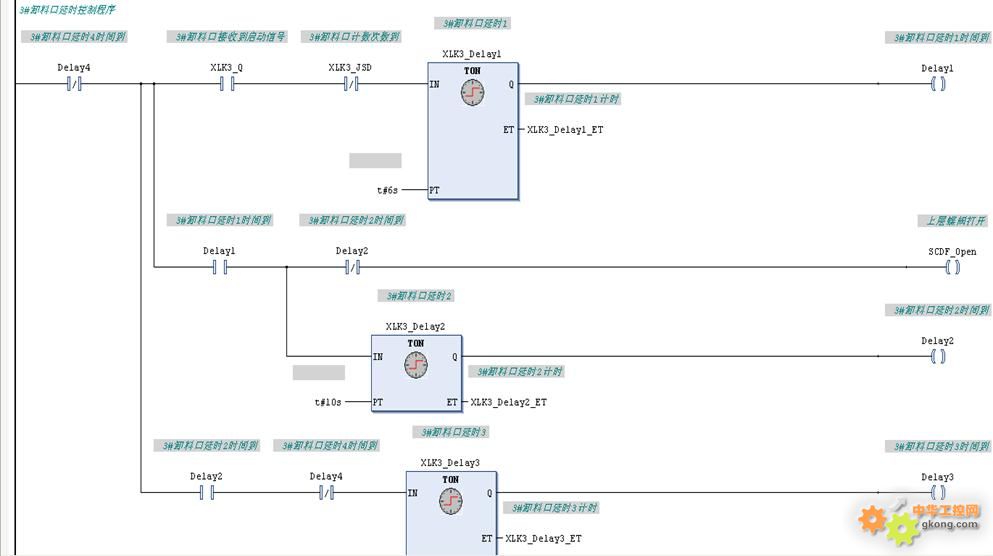
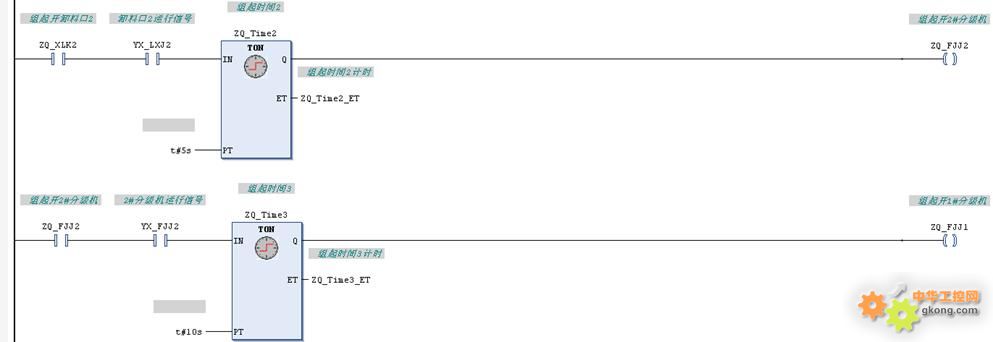
控制单台雷蒙磨的程序流程图如图3所示。在微粉加工过程中对时间间隔的要求较高,主要表现在各电机起动过程中,为了避免起动电流对供电系统的冲击,各电机需要按照一定开机顺序并错开一定时间间隔依次开启。同时根据生产工艺要求系统在停止时按照开机的相反顺序依次停止运行。在继电器控制系统中实现此功能时需要使用大量的时间继电器和复杂的逻辑控制电路才能实现。本系统通过系统软件的定时器能方便实现对时间间隔的精确控制。

3. 系统需要分析:结合该应用的特点阐述控制系统的基本要求,技术难点。分析如何采用施耐德电气Modicon M208! 产品实现这些需求,相比其他控制方案。选择M208! 产品可以带来的好处等。
3.1 系统的基本要求:
(1)对上蝶阀、下蝶阀,要求按一定时间顺序开关,即此开彼关,从而保证卸料系统不漏气。其动作顺序如图4所示。

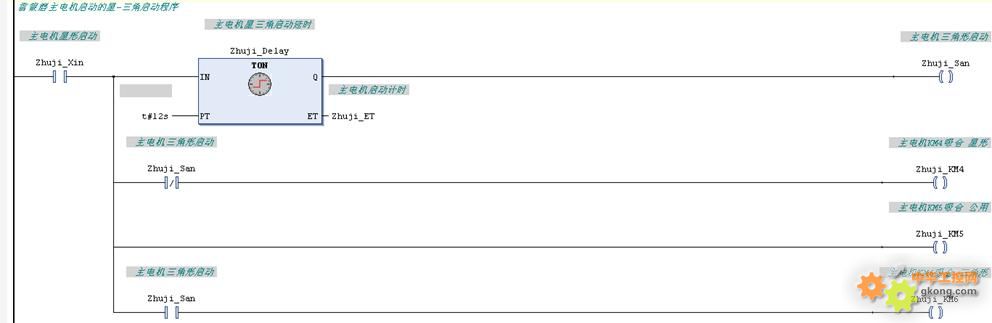
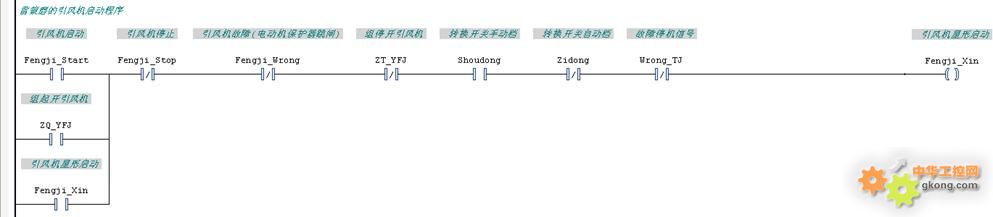
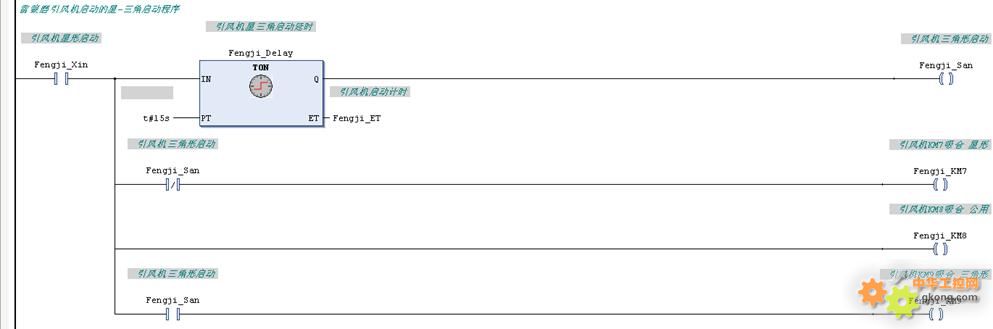
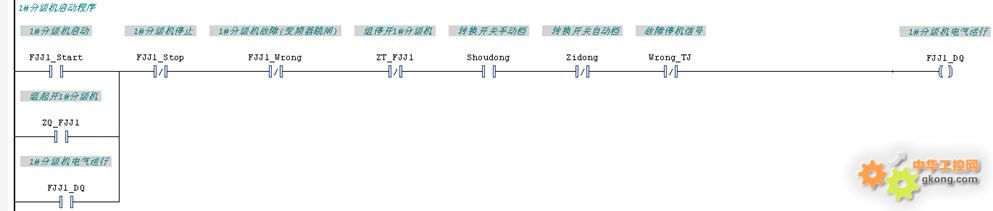
(2)对1#分级机、2#分级机、1#螺旋机、2#螺旋机、3#螺旋机、主电机、引风机、1#闭风器、2#闭风器、给料机等10台电机,要求每台电机实现单独启动、单独停止、组起启动、组起停止。主电机、引风机按星三角启动,其它电机为直接启动。
(3)多台电机实现顺起逆停:组起启动时,为了避免多台电机同时启动对电网的冲击以及根据工艺要求,电机按图3所示的时间间隔依次启动,停机顺序与启动顺序相反。
(4)当1#螺旋机、2#螺旋机、3#螺旋机、1#闭风器、2#闭风器等5台电机中有一台出现故障(即电机的保护器或热继电器跳闸)时,系统给出报警信号。
(5)当1#分级机、2#分级机、主电机、引风机、给料机等5台电机中有一台出现故障(即电机的热继电器或变频器跳闸)时,系统给出停机信号,全部电机立即停机。
3.2 技术难点
与其它自动化项目一样,程序的编制是本项目的技术难点,但施耐德人性化的编程软件使这一难点游刃而解。
3.3 与其它控制方案的比较
其它两个控制方案:(1)使用西门子的LOGO!控制器;(2)使用三菱的三菱的FX-1S PLC。
施耐德M208与西门子的LOGO!控制器以及三菱的FX-1S PLC是同类产品。但是相比较来说,M208的编程软件使用方便,程序下载更加简单,这主要体现在编程电缆的选择上。不管是西门子的LOGO!控制器还是三菱的FX-1S PLC,其编程电缆都是需要采购专用的编程电缆,如果没有找到编程电缆则无法编程。但M208的编程电缆采用普通的USB数据线即可,兼容USB接口,不需要配置专门的编程电缆,节省成本。另外,M208的编程软件SoMachine比西门子LOGO!控制器编程软件LOGO!Soft Comfort和三菱FX-1S的编程软件GX Developer都要好用且更加人性化,更加适合可视化编程,特别是变量的使用,软件仿真的功能也很方便,上手容易,实用性强。而且SoMachine有点像大型PLC西门子S7-300的编程软件,功能强大,编程方便。
三、应用的设计与实现
1. 电气控制原理图说明(包括硬件配置以及安装图,如采用CAD绘制图请全部使用黑色线条,不接受彩色线条)


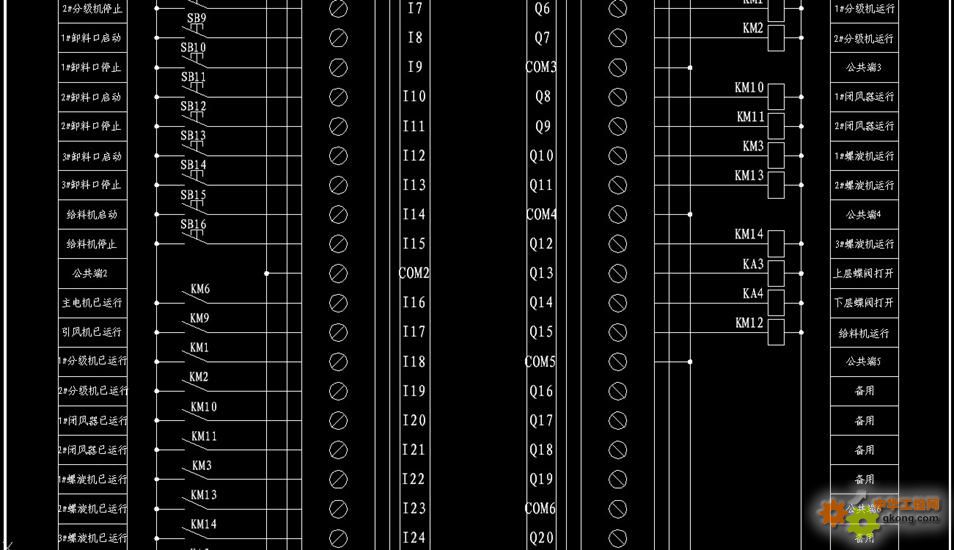
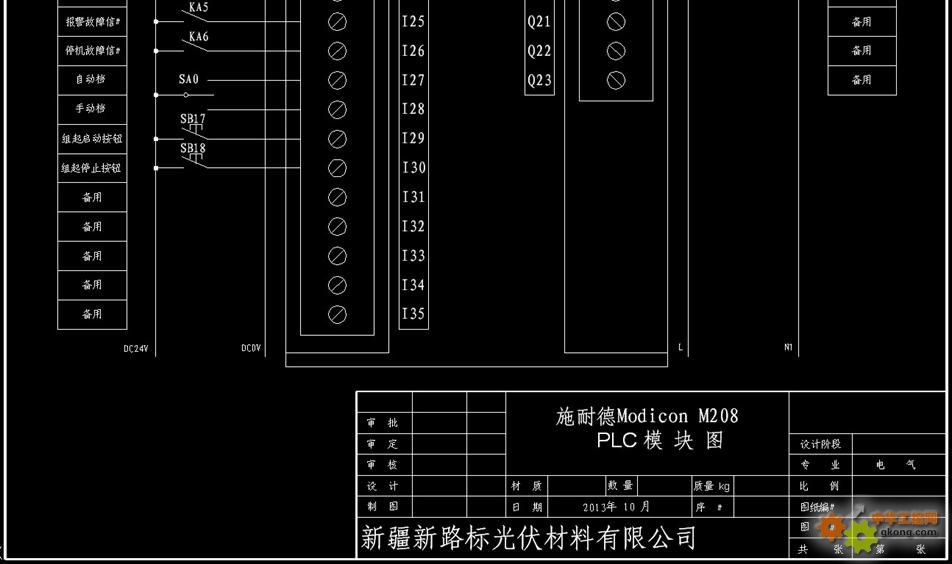
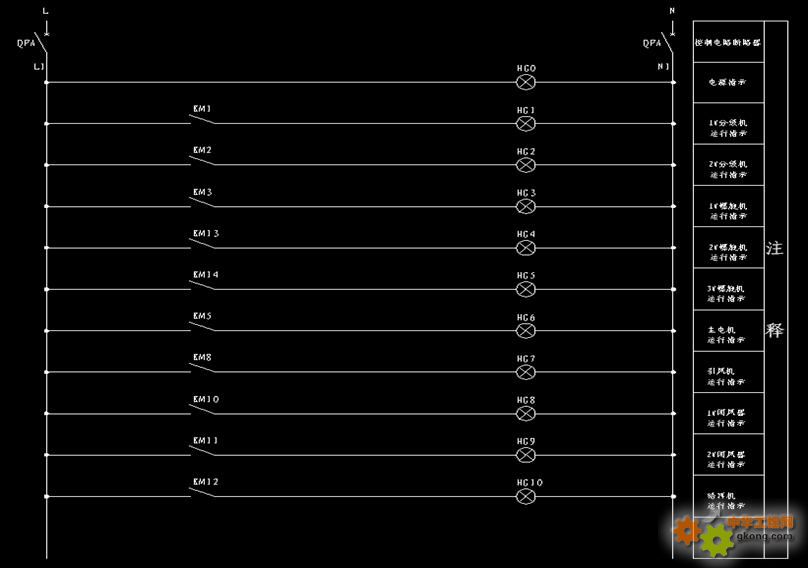
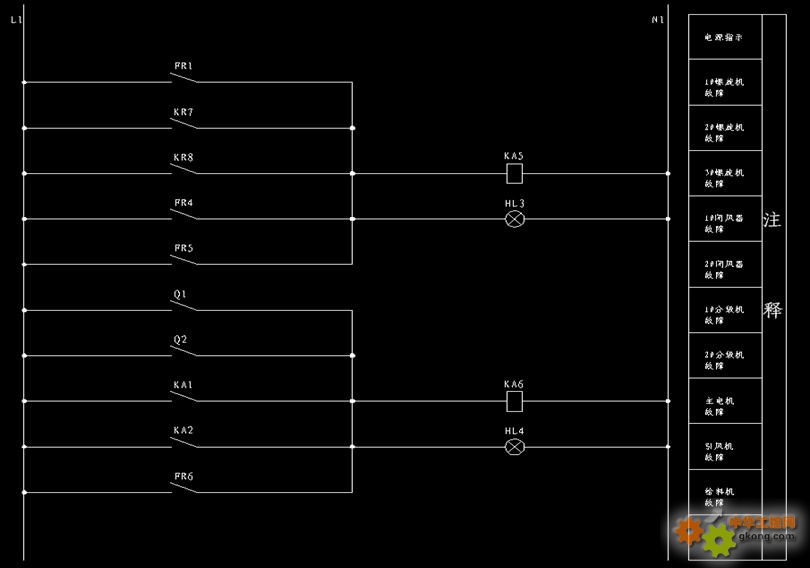
表1 工作台输入输出信号表
端子号 说 明 模块号-端子号 备 注
24V 电源模块输入 本体 电源输入
0V 电源模块输入 本体 电源输出
I0 主电机启动 本体 开关量输入
I1 主电机停止 本体 开关量输入
I2 引风机启动 本体 开关量输入
I3 引风机停止 本体 开关量输入
I4 1#分级机启动 本体 开关量输入
I5 1#分级机停止 本体 开关量输入
I6 2#分级机启动 本体 开关量输入
I7 2#分级机停止 本体 开关量输入
I8 1#卸料口启动 本体 开关量输入
I9 1#卸料口停止 本体 开关量输入
I10 2#卸料口启动 本体 开关量输入
I11 2#卸料口停止 本体 开关量输入
I12 3#卸料口启动 本体 开关量输入
I13 3#卸料口停止 本体 开关量输入
I14 给料机启动 本体 开关量输入
I15 给料机停止 本体 开关量输入
I16 主电机运行信号 本体 开关量输入
I17 引风机运行信号 本体 开关量输入
I18 1#分级机运行信号 本体 开关量输入
I19 2#分级机运行信号 本体 开关量输入
I20 1#闭风器运行信号 本体 开关量输入
I21 2#闭风器运行信号 本体 开关量输入
I22 1#螺旋机运行信号 本体 开关量输入
I23 2#螺旋机运行信号 本体 开关量输入
I24 3#螺旋机运行信号 本体 开关量输入
I25 报警故障信号 本体 开关量输入
I26 停机故障信号 本体 开关量输入
I27 自动档 本体 开关量输入
I28 手动档 本体 开关量输入
I29 组起启动 本体 开关量输入
I30 组起停止 本体 开关量输入
Q0 主电机KM4吸合 本体 开关量输出
Q1 主电机KM5吸合 本体 开关量输出
Q2 主电机KM6吸合 本体 开关量输出
Q3 引风机KM7吸合 本体 开关量输出
Q4 引风机KM8吸合 本体 开关量输出
Q5 引风机KM9吸合 本体 开关量输出
Q6 1#分级机运行 本体 开关量输出
Q7 2#分级机运行 本体 开关量输出
Q8 1#闭风器运行 本体 开关量输出
Q9 2#闭风器运行 本体 开关量输出
Q10 1#螺旋机运行 本体 开关量输出
Q11 2#螺旋机运行 本体 开关量输出
Q12 3#螺旋机运行 本体 开关量输出
Q13 上层蝶阀打开 本体 开关量输出
Q14 下层蝶阀打开 本体 开关量输出
Q15 给料机运行 本体 开关量输出
3. M208 控制程序说明(务必保证阐述清晰明了,请参考样例文章格式)





















由于时间仓促以及相关元器件不能及时采购到位等原因,本项目只完成了电控柜的图纸设计以及程序的编制、模拟调试等工作,但系统方案可行,经过试验后下一步将在我公司即将新建的300台雷蒙磨上普及使用。公司目前已完成建设的雷蒙磨生产线如图5所示。

四、应用体会
1. 应用开发过程中使用施耐德电气M208产品的体会,包括满意的地方,遇到的困难,解决的方案,对该产品的改进意见。
第一次接触施耐德的PLC,对施耐德的小型PLC M208进行了为期一个月的试用,包括硬件连接图的绘制、软件编程等。由于时间及资源所限,没有及时找到变频器、交流接触器等其它元器件,只对整个系统进行了设计以及在PC上模拟运行,没有完成最终的上机调试,但是这次对M208的试用还是让我体会到了M208功能的强大,让我受益匪浅。
满意的地方:
(1)就I/O点数来说,施耐德M208与西门子的LOGO!控制器以及三菱的FX-1S PLC是同类产品。但是相比较来说,M208的编程软件使用方便,程序下载更加简单,这主要体现在编程电缆的选择上。不管是西门子的LOGO!控制器还是三菱的FX-1S PLC,其编程电缆都是需要采购专用的编程电缆,如果没有找到编程电缆则无法编程。但M208的编程电缆采用普通的USB数据线即可,兼容USB接口,不需要配置专门的编程电缆,节省成本。
(2)编程软件的使用。M208的编程软件SoMachine比西门子LOGO!控制器编程软件LOGO!Soft Comfort和三菱FX-1S的编程软件GX Developer都要好用且更加人性化,更加适合可视化编程,特别是变量的使用,软件仿真的功能也很方便,上手容易,实用性强。而且SoMachine有点像大型PLC西门子S7-300的编程软件,功能强大,操作方便。
(3)硬件方面,M208与三菱的FX2N PLC外形极其相似,体积小巧,结构紧凑,功能齐全,非常适合取代继电器控制电路。M208由于是继电器输出,带负载能力强,可以直接接交流接触器等负载,性价比高。使用M208进行系统开发可以节约宝贵的开发时间,与继电器控制线路相比,可以节省时间继电器、中间继电器、计数器等电器元件的采购费用,以及节省大量的配电柜空间。
(4)M208的编程软件的仿真功能使用方便。不需要把程序下载到PLC,就能实现软件中调试程序,这一点是西门子S7-200所不具备的,因为S7-200没有官方程序仿真器。这一点对于初学者来说相当重要,特别是没有找到PLC硬件的情况下。
遇到的困难及解决方案:
任何学习的过程中必然会遇到一些困难,在最初的软件安装完成后,通过USB数据线连接电脑和M208,但编程软件SoMachine的配置-通讯设置界面无法设置使用路径,程序无法下载到PLC,经过多次尝试问题始终没有解决。后来打电话询问了施耐德的售后工程师,售后让我在控制面板上寻找是否有“Code sysgateway”选项,我找了没有。售后告诉我说是编程软件没有安装完整的原因,需要重新安装软件。重新安装后问题得到了解决,因此以后在学习过程中遇到困难无法解决时一定要第一时间联系售后,施耐德完善的售后服务体系能让我们的学习和工作事半功倍。
对M208的改进意见:
任何产品都不可能百分之百完美无缺,特别是对新开发的产品更是如此。在使用过程中感觉施耐德M208在以下方面还需要改善:
(1)目前M208的四个版本均不支持扩展模块,尽管在CPU模块上预留了扩展接口。如果没有扩展模块势必限制产品的使用,因为工业应用需要灵活配置且需要全盘考虑系统的经济性。另外,虽然M208是小型PLC,但是模拟量模块也是有必要的,因为很多小系统除了开关量之外也需要用到模拟量。
(2)产品没有人机界面。这一点西门子的LOGO控制器做得很好,其在主CPU模块上集成了一个LCD显示器,可以进行编程、参数设置等操作,相当方便,感觉施耐德也可以借鉴。
2. 如果熟悉其它品牌的相应产品,可以与M208产品进行比较。
上文已对相关产品进行了比较。
3. 系统的投入时间,运行情况。
由于时间仓促以及相关元器件不能及时采购到位等原因,本项目只完成了电控柜的图纸设计以及程序的编制、模拟调试等工作,但系统方案可行,经过试验后下一步将在我公司即将新建的300台雷蒙磨上普及使用。
参考文献
[1]张有衡等编.硅酸盐工业机械设备[M].北京:中国工业出版社,1961.33
[2]何晓峰,陈夕松.西门子S7-300 PLC在磨矿控制系统中的应用[J].自动化技术与应用,2005
[3]施耐德电气, M208产品目录[M],2013.04
[4]施耐德电气, M218 SoMachine指令手册[M]
最后修改:2013/12/30 17:11:28





