登录
首页
PLC论坛
三菱Mitsubishi
回帖
发帖
正文
主题:[求助]延迟输出思路求助
点击:1780 回复:6
楼主
编辑
引用
管理
njslc
使用三菱FX2N系列PLC
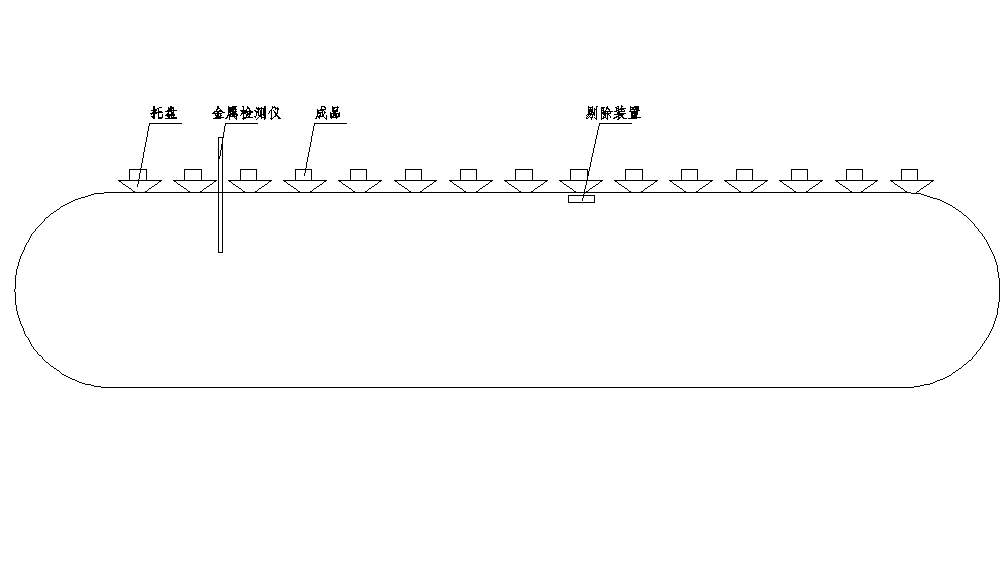
想做一个金属检测踢出的程序,如图所示,左到右,分别是托盘,金属检测仪,成品,剔除装置 。托盘装在一条链条上,连续运作,成品放在托盘上,经过金属探测仪,如果发现用金属,则当该托盘运动到剔除装置处时,剔除装置动作,将其剔除。整个生产是连续动作的。
想各位大侠给个方法,或者思路,教教兄弟啊。感谢感谢。
08-06-04 08:50
1楼
编辑
引用
管理
wj20128
位置精确度要求高的话,可以加旋转编码器,再加一个高速计数器.
没有很大的要求的话,就一个定时器就可以了!根据平时运行速度及金属探测仪和剔除装置的距离设定时间就可以了!
08-06-04 09:25
2楼
编辑
引用
管理
njslc
连续生产的哦,恐怕不行吧,需要有一个记忆吧,不然怎么记得哪个盘的东西该不该剔除啊。
08-06-04 14:16
3楼
编辑
引用
管理
njslc
如2楼所说,我用一个计数器,以脉冲用来记住通过时候的数值,剔除装置在检测装置后的N个整数脉冲后,那么当有问题的产品通过时候,可以读取当时计数器的数值M,然后再加上N,设置计数器在M+N后触发,这样也能完成。不过生产的连续进行下去,M会越来越大,直至溢出。
08-06-05 08:44
4楼
编辑
引用
管理
jackydrh
用定时器可以解决,但是需要从检测到剔除的时间要短.要在检测下一个不合格产品时候定时器要复位,要不就漏检了.
08-06-05 15:49
5楼
编辑
引用
管理
njslc
都不是什么好办法哦。还有潜水的高手来看看吗?帮帮忙啦。
08-06-05 17:26
6楼
编辑
引用
管理
剑瑞
用移位指令/应该简单点
08-06-12 14:36
工控新闻
人形机器人规模化落地启幕?乐聚 Taskor 打响行业第一枪
FORVIA佛瑞亚盐城工厂荣获世界经济论坛“灯塔工厂”称号
IDC FutureScape 2026十大预测:中国制造业迈向自主化运营的十个关键判断
瞄准AI等新兴产业 上海加码开源生态建设
ABB电气智慧建筑及智慧电力经销商大会在琼成功举办
华北工控ATX-6152:拥有增强性能和IO扩展能力的嵌入式AI主板
AI+物联网时代,华北工控如何赋能智慧停车场?
皮尔磁:规范安装与高效调试
更多新闻资讯