最后客户考加一个编码器来反馈实际位置,(齿条上面加一个齿轮,齿轮带编码器转动)
~~~~~~~~~~~~~~~~~~~~~~~~
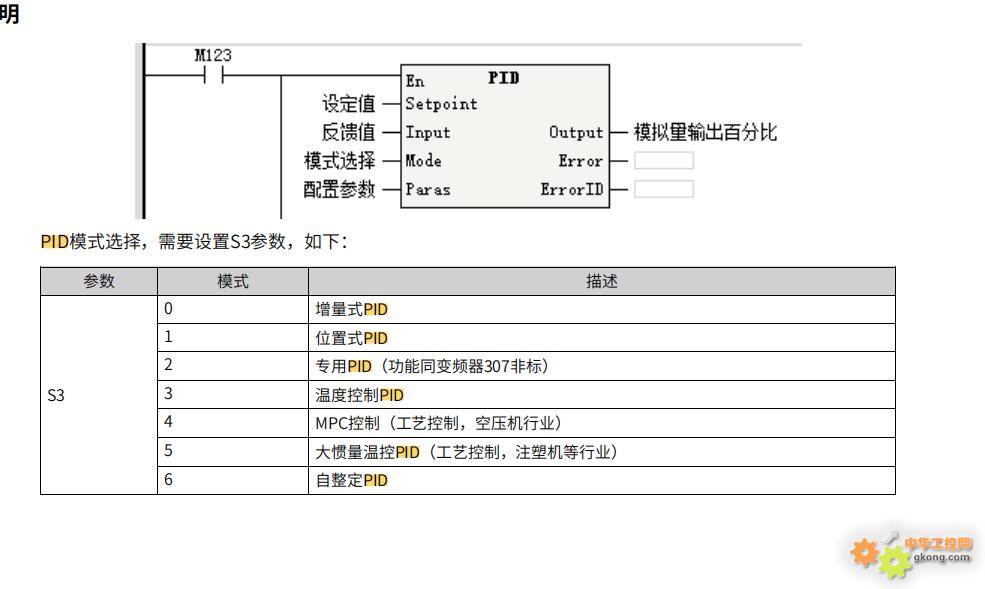
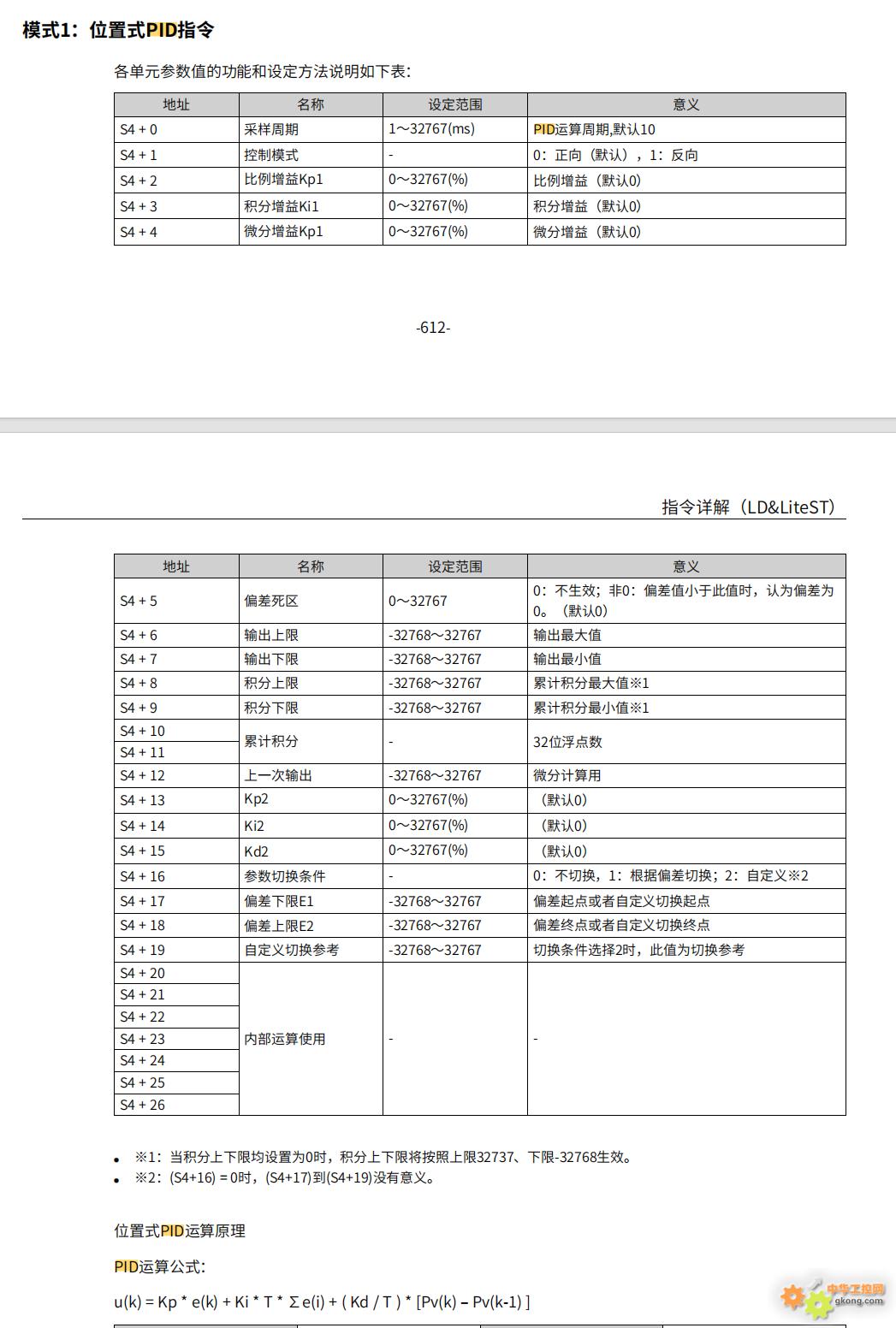
今天看PLC帮助发现有个PID块,有个位置模式,不知道谁用过没用?
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
硬件结构:
PLC DA模块输出模拟量控制变频器,变频器带一个电机,一个编码器反馈给PLC
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
根据硬件参数可以算出来
1,电机输出轴转一圈能走多远
2,编码器一圈反馈实际位置;
能否用PID来做稍微精准定位?(精度相差10mm我感觉都没问题)
PLC用的汇川的EASY
DA模块0~20000数字量输出,对应的是0~10V,也就是变频器的0~50HZ,(电机的0~1440R/M)
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
最后修改:2023/11/21 9:43:47