
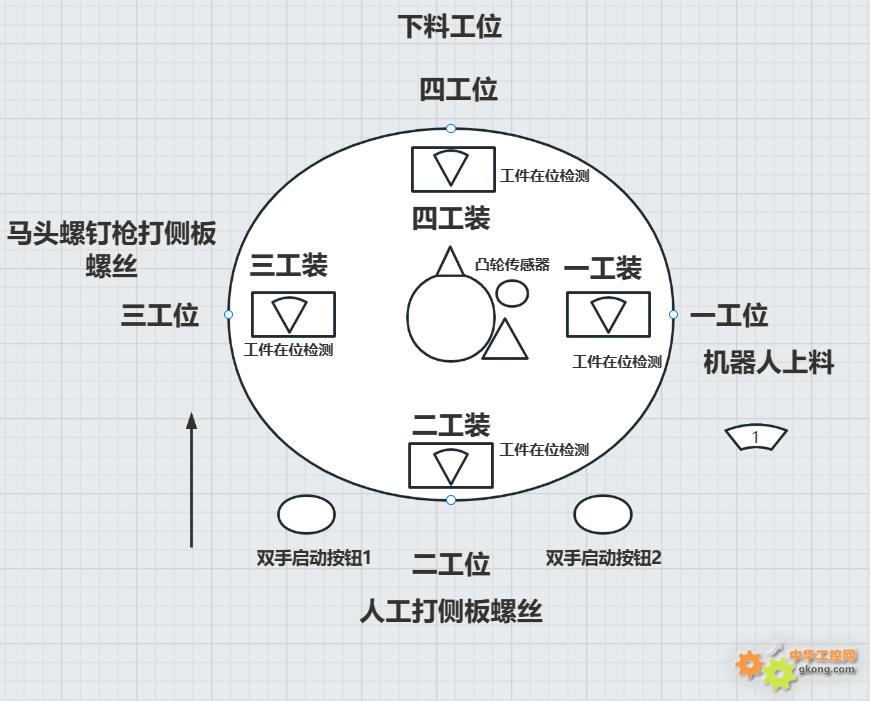
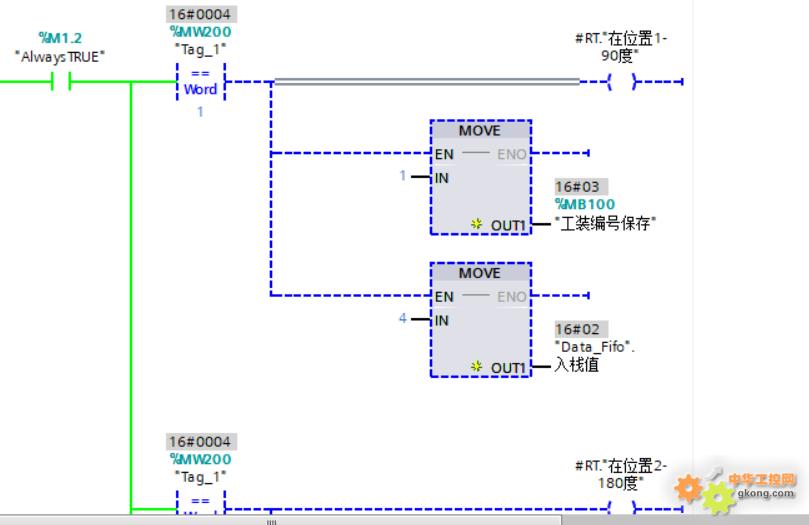
请教一下大神,我现在接到一个四工位的转盘项目 没有弄明白, 我用的移动指令ROL 每次 分割器移动一圈, 指令加一 ,用的MW200作为移位寄存器, 工艺流程是: 一工位上料,四个工装上分别安装有4个光电传感器检测光电,底部凸轮那里安装有一个电感式传感器,下料4工位那里也装的有一个 原位检测电感式传感器, 一工位上料有工件后,按下二工位的双手启动按钮,转盘转一圈,二工位手动打螺钉后,再按下双手启动,转盘 转一圈到三工位,三工位检测到工件后 开始打螺丝,打完后,二工位再按下双手启动按钮,转盘转一圈,到四工位下料工位,检测到有工件后,开始下料 完成一个循环。
现在碰到的问题是: 开机复位后,气缸都在原位,三四工位 我赋值工位完成信号,转一圈后这个复位信号就把工位完成复掉了,只能转一圈,请问这个信号该怎么取, 我如何判断三 四工位的启动信号 取哪里? 工位转盘一直在转 ,工装也是一直在移动的状态 有点疑惑,这是第一次搞转盘机 思路有点迷茫。

请给出图,看文字有点乱
4工位转盘,1工位上料,2工位按启动按钮?3工位完成4工位完成,都由2工位按启动按钮?还是每个工位都有各自的双手启动按钮?
转盘转一圈不又回到原点了,还是此转盘不是工位转盘?此转盘转一圈工位转盘转一个工位?
既然是转盘工位,为啥要有4个接近开关?难道是机械结构很差?
4工位转盘,1工位上料,2工位按启动按钮?3工位完成4工位完成,都由2工位按启动按钮?还是每个工位都有各自的双手启动按钮?
转盘转一圈不又回到原点了,还是此转盘不是工位转盘?此转盘转一圈工位转盘转一个工位?
既然是转盘工位,为啥要有4个接近开关?难道是机械结构很差?
23-06-19 17:39
开机复位后,转盘转到 一工位 做为原点位置, 一工位上料以后,双手启动按钮,转盘转一圈 MW200 移位一次,此时到二工位,人工打完螺钉后,再按下双手启动 到三工位,三工位工位完成和一工位上料完成后,再此按下双手启动按钮,转盘到四工位,开始进行下料,循环运行
现在疑惑是 第一次开机复位后, 工件一工位上料,我按下双手启动,转盘转圈,到二工位,转盘转动的条件是其他工位 都工作完成信号发出,此时三 四工位并没有物料 没有启动,如何来给这两个工位赋值完成信号, 每个夹具上都有夹紧气缸,机器人上料 还有四工位下料的时候 都需要判断当前的工装号,是几号工装来控制夹紧气缸。 三 四工位的 启动信号,应该怎么取,每次转盘转到三 四工位的时候 开始启动
现在疑惑是 第一次开机复位后, 工件一工位上料,我按下双手启动,转盘转圈,到二工位,转盘转动的条件是其他工位 都工作完成信号发出,此时三 四工位并没有物料 没有启动,如何来给这两个工位赋值完成信号, 每个夹具上都有夹紧气缸,机器人上料 还有四工位下料的时候 都需要判断当前的工装号,是几号工装来控制夹紧气缸。 三 四工位的 启动信号,应该怎么取,每次转盘转到三 四工位的时候 开始启动
23-06-20 08:34

引用 zhangjuno0 在 2023/6/20 8:34:50 发言【内容省略】
“此时三 四工位并没有物料 没有启动,如何来给这两个工位赋值完成信号..."转盘启动的条件是所有工位都完成。三四工位既然没有工装要求,那就是一直是处于完成状态的,所以,当转盘转到三(四)工位时,如果其他工位已完成可直接触发它继续旋转,编程建议:三四工位增加工位延时继电器进行触发启动。
23-06-20 08:51
1、4个工装上安装的4个光电传感器是检测什么的?检测位置有工件还是检测转盘转到工装位置?
2、因为在4工位时,工件被取出,建议使用SHL指令赋值与MW200.通过底部凸轮传感器转一圈检测到的信号,将MW200左移一位。
3、首先,1工位检测到工件,置位M200.0。
4、2工位、3工位、4工位分别依据M200.1\M200.2\M200.3的值判断工位是否有工件。
5、至于各工位的启动信号,使用凸轮传感器转一圈的到位信号+工位工件信号。
6、不需要复位信号,WM200需要断电保持数据,只要有数据就说明有工件,就需要工位动作。
2、因为在4工位时,工件被取出,建议使用SHL指令赋值与MW200.通过底部凸轮传感器转一圈检测到的信号,将MW200左移一位。
3、首先,1工位检测到工件,置位M200.0。
4、2工位、3工位、4工位分别依据M200.1\M200.2\M200.3的值判断工位是否有工件。
5、至于各工位的启动信号,使用凸轮传感器转一圈的到位信号+工位工件信号。
6、不需要复位信号,WM200需要断电保持数据,只要有数据就说明有工件,就需要工位动作。
23-06-20 09:05