
给他推荐了两种控制方案:
1.经济型的数控系统,不需要开发,点位通过CNC程序修改方便快捷,直线圆弧全部支持,多程序调用,价格稍高;
2.信捷XDM系列配国产触摸屏,硬件价格便宜,需要开发,关键是轨迹调整麻烦。
这点在做之前就再三确认过轨迹不改而且客户没有轨迹上的要求,我们做成啥样就啥样。
于是就这样愉快了定下了第2种方案,开始入坑了。
STEP1
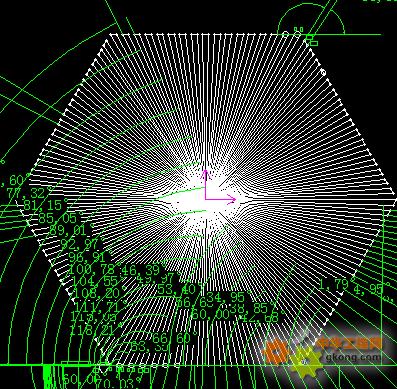
程序写好了,开始调轨迹了。因为点位太多,就先用CAD取点吧。
实际是一个六边形,第一次做的轨迹图:
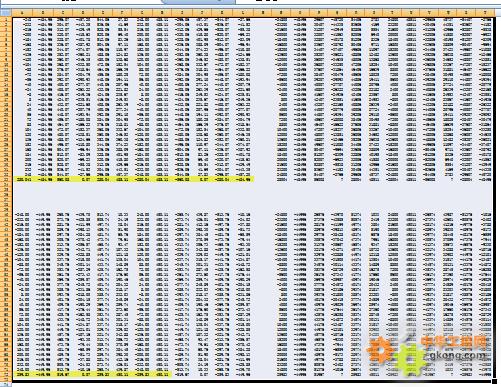
1.选取需要用到的点位,点击工具--元素属性,拷贝得到需要的元素;
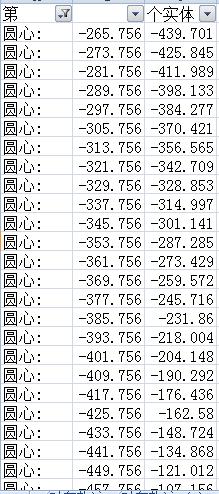
2.打开EXCEL,把拷贝的内容粘贴到EXCEL中,数据---筛选---选中本sheet---筛选出我们需要的圆心坐标;
3.EXCEL里面分列出X,Y坐标值,X100转化成整数;
4.X坐标整理到1列,Y坐标整理到1列,方便配方使用,Z轴和A轴也要预留。
数据整理完成,发现数据不像其他家PLC可以直接批量复制粘贴,
咨询了官方小姐姐答复只有自由监控可以直接输入32位数据,但是不支持批量
 ;
;没办法,辛苦一次吧,花了好多个小时一个个把数据输入自由监控表格,输完头昏眼花了。
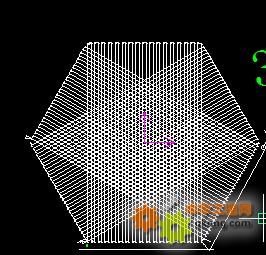
数据输完Z轴抬高,空跑看起来没啥问题。
观察了一下六边形的结构,拐角碍事,为了避障加上了圆弧插补,直线和圆弧交替运行。
STEP2
第二天发现第一个轨迹图中间部分重叠太多,要换轨迹,心想这样要完了,又是几个小时没了。

还好这次提前发现了CAD和实际工件尺寸不一致,及时修正了图纸,不然要来第三遍了,想想就害怕。
这次实际跑了,发现尺寸对不上啊,随便一跑,从左到右和从前到后的Z轴都差十几mm,因为民用且不是正式的安装台面的原因忍了。
后来客户过来预验收,提出了轨迹太单一,要无序多样的,我的天

有问题了,要解决啊,想想还是不能用CAD了,换成示教的方式读取坐标值吧,不然再来搞数据要搞死了。
STEP3
经过俺的冥思苦想终于想到完美的解决方案,当时都好佩服自己

控制方式:表号+步号+位号。所有位置通过示教读取,避开CAD。
表号代表不同的轨迹图;步号代表轨迹中一步,其中用来存放位号;位号是预定义的点位,对应相应的坐标值;
以上不是关键,关键在于任意两点间是有角度的,这个角度引起的干涉会导致机械碰撞;
增加内圈和外圈的点位,解决了以下几个难点:
1.两点斜角机械碰撞的问题;
2.长距离斜角共线示教困难的问题;
3.无序轨迹可以完美实现了。


再补几张痛苦的时刻吧
最后修改:2020/6/22 1:52:56







