
1,线扫或者3D的话倒不是编码器精度越高越好,因为相机那边有一个最小类似扫描周期的单位距离,比如说我这边有一个3D就是相机那边要求伺服给的脉冲数量是1mm对应2048个脉冲,多了少了都不好。伺服那边编码器输出要通过电子齿轮比调到对应比例。
2,我这边用的3D不用触发也不用结束信号,纯粹根据伺服脉冲作为启停信号,其它的没用过或者说别的应用方式我没用过不好回答,抱歉。

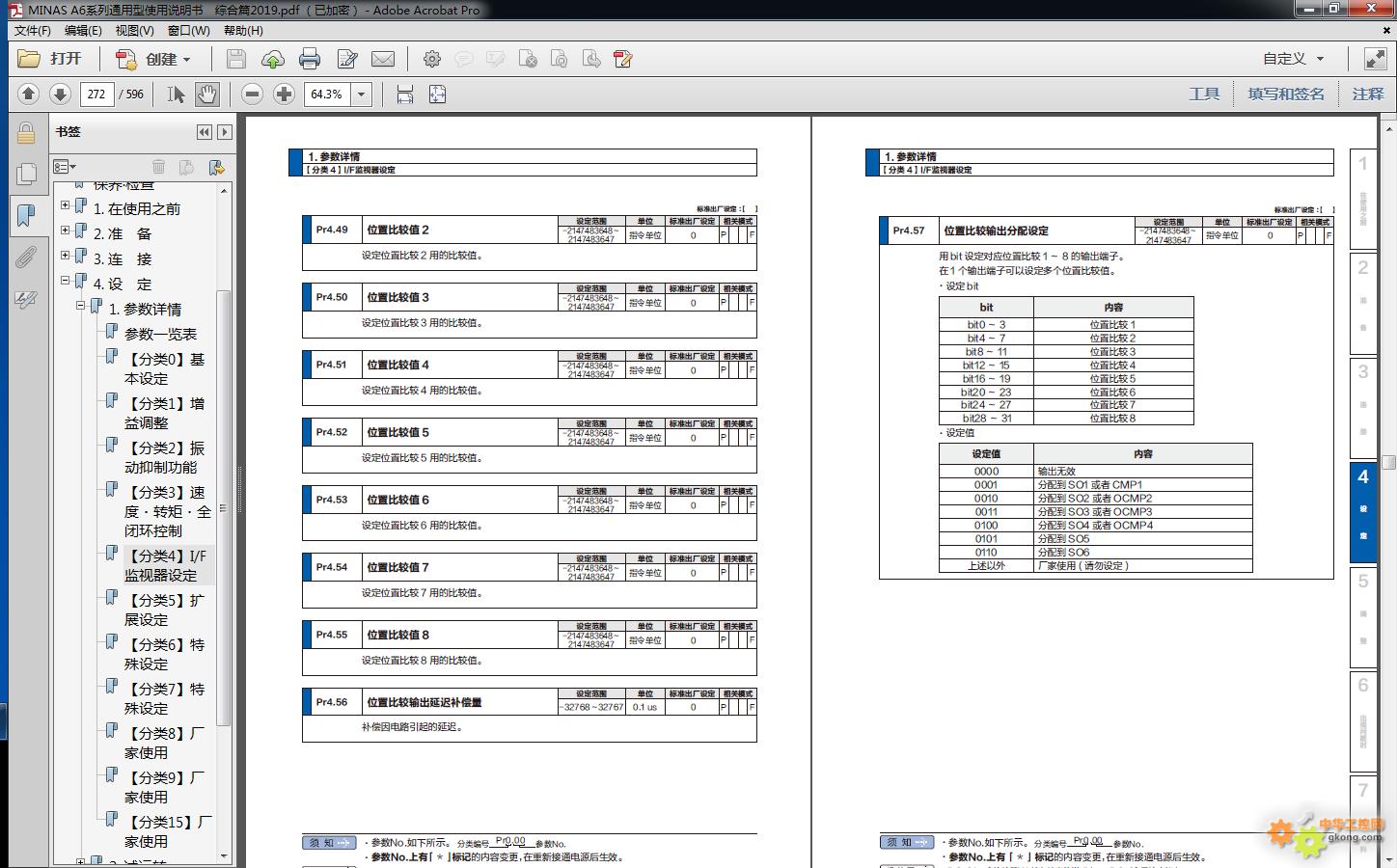
如果用运动控制卡的话,是有位置比较高速输出口的,plc如果是模块化的,应该是有相应的高速模块,如果是小型系列的话,有相应的高速计数中断和高速脉冲输出中断,具体的很久没用plc了,不太清楚了,楼主可以查查
19-10-12 16:54


引用 MIC小赖 在 2019/10/12 16:23:12 发言【内容省略】
KEYENCE的3D,需要给了measure start信号后控制器才会接受编码器信号
19-10-14 09:07
引用 gaoyingchun 在 2019/10/14 8:55:37 发言【内容省略】
中断只有外部输入中断、定时中断、高速计数器中断这几种类型,定位控制里是没有中断的。所以想用中断就通过PLC采集编码器脉冲,使用HSCS和HSCR指令。
19-10-14 09:08
引用 MIC小赖 在 2019/10/12 16:23:12 发言【内容省略】
檢測零件是走矩形,3D掃描的不僅要橫方向(X方向)移動掃描,而且還要豎方向(Y方向)移動掃描,這樣,就需要2個電機編碼器信號,但是控制器是只能接入一個編器信號的是吧,那麼就需要切換編碼器信號,难道用继电器来切换?
19-10-15 14:13
这样说吧,用3D检测长方形4条边我做过,一个3D视觉,两个轴,一个旋转气缸。两个轴的编码器通过继电器切换给3D。
开始在起点3D对准长边1,3D伺服动检测长边1,到定点后气缸带着3D旋转90°,继电器切换3D的编码器输入为轴2,轴2开始带着物料前进给3D检测短边。
然后后面你懂的。每条边检测结果是单独出的,实际上它检测了四次。
开始在起点3D对准长边1,3D伺服动检测长边1,到定点后气缸带着3D旋转90°,继电器切换3D的编码器输入为轴2,轴2开始带着物料前进给3D检测短边。
然后后面你懂的。每条边检测结果是单独出的,实际上它检测了四次。
19-10-15 14:46
引用 MIC小赖 在 2019/10/15 14:46:26 发言【内容省略】
我是用电机旋转,整机无需接气源, 我的问题的关键是切换,编码器6线,就需要2个继电器来切换, 而且其中一个编码器不仅仅给3D,还要给线扫相机,那就要用4个继电器来切换了。。。
19-10-15 14:53