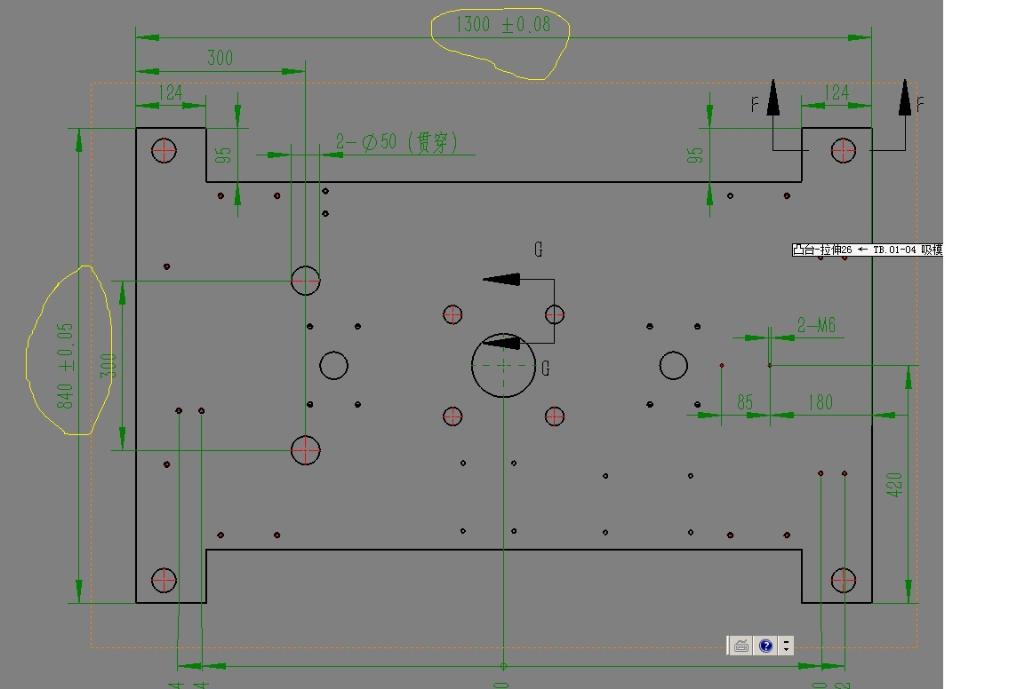
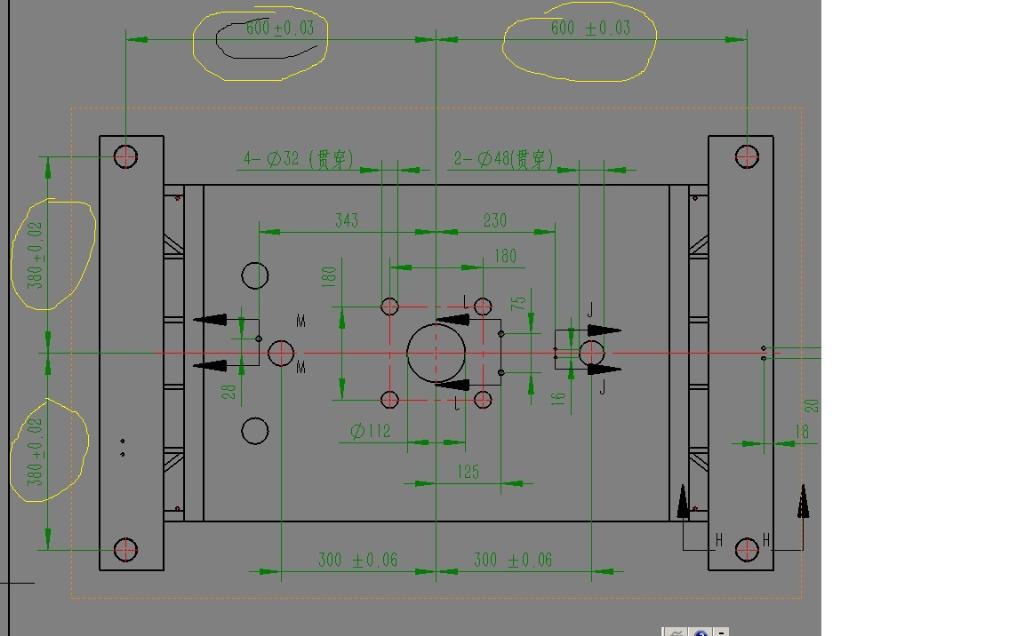
1. 外形尺寸公差给的是5个丝。 零件下料焊接变形以后如何保证长和宽的公差呢?
2. 图中的4个安装孔要求对称,并且对中心线的尺寸公差为3个丝(0.03)。
我就不明白了,这个孔也是焊接上去的,如何能保证这么高的公差呢? 我觉得焊接件最后差1,2个MM都有可能的。 这个孔一旦焊接好,由于变形,怎么能保证孔对中心线的严格公差呢?
3. 像这种焊接拼接起来的工件作为一个零件,它的外形,孔,都会有很多类似的定型和定位尺寸公差。 有些尺寸公差靠焊接后再加工获得。 有些一旦焊接好久无法加工。 请大家指教你们对焊接制作的零件的形位公差如何控制的。