
最后修改:2018/2/28 8:33:02
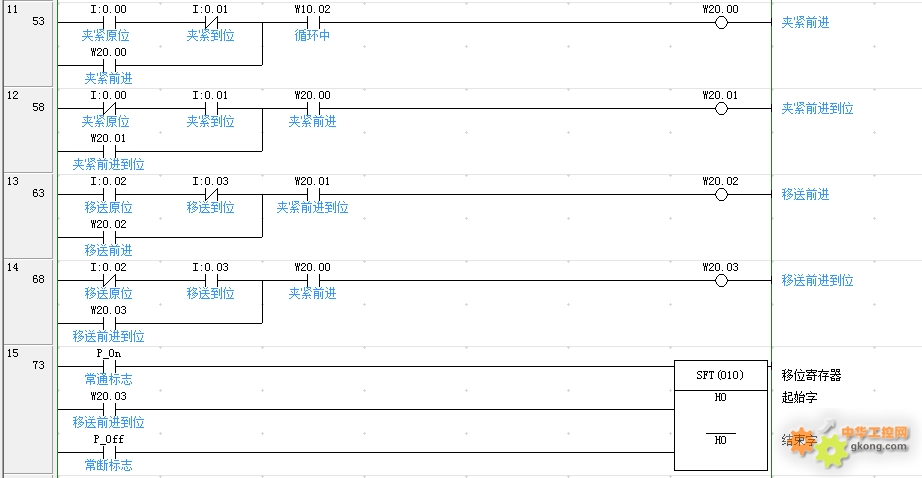
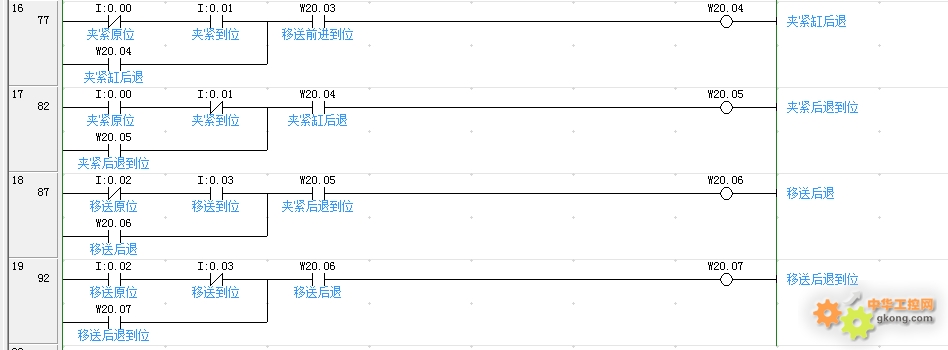
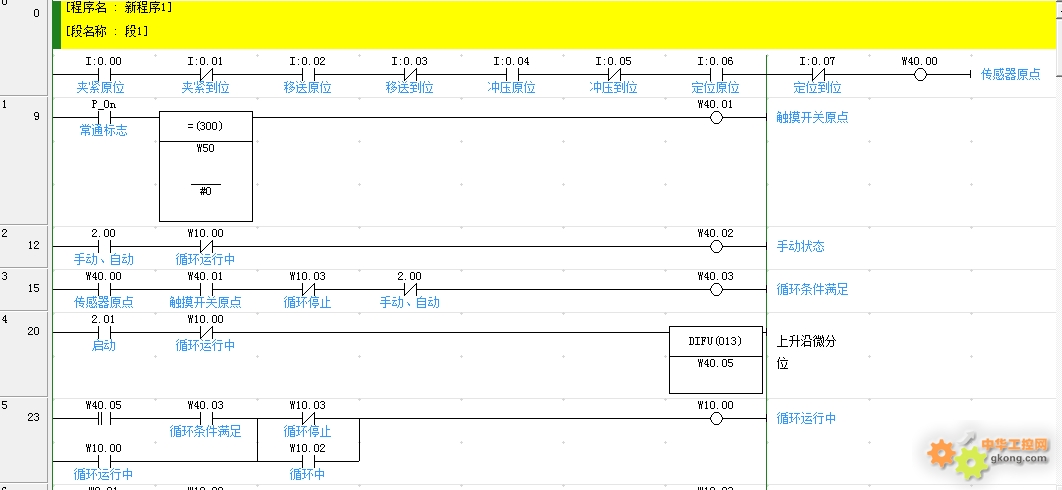
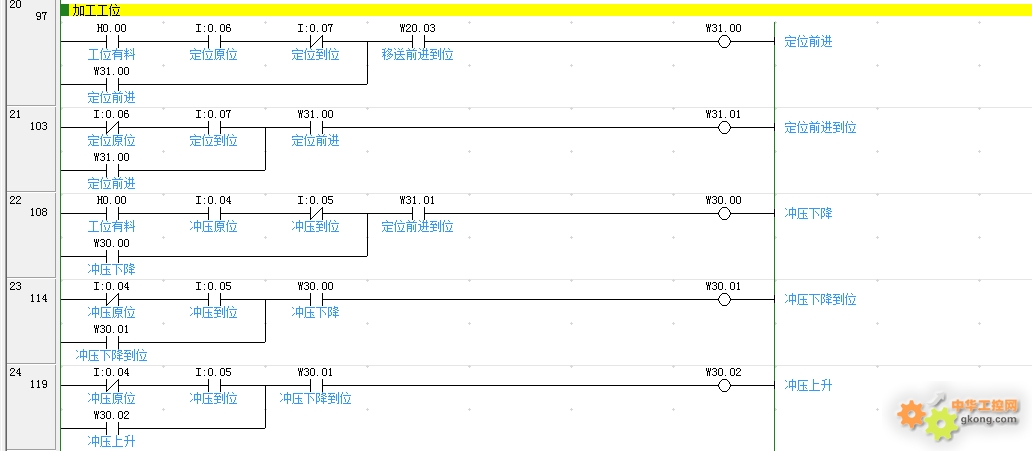
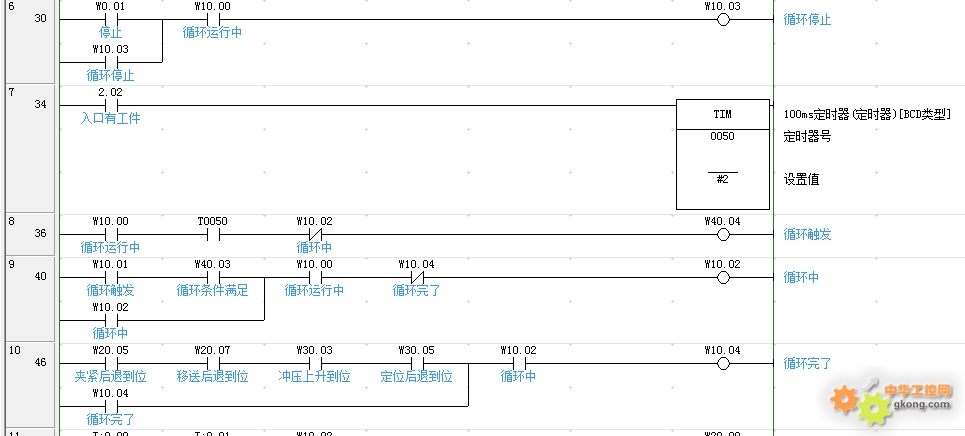
如果设备是直线式机构,多工序加工。在自动运行过程中有一个工位的一个气缸或者多个工位的气缸卡死异常,此时不按急停或者不手动拔掉气缸的气管排气的情况下,怎么处理这种异常(要求排除故障后,能继续按照刚才运行到的步骤继续运行下去)气缸都是单电控的,失电就复位。采用的是起保停方式编程。希望给出个思路或者程序框架。主要是不想按急停,排除故障后能继续工作。目前存在的主要问题是,当其中有一个工位的气缸出现异常,设备提示报警,其他工位正常运行完等待循环结束,要是该异常工位不拔掉气缸气管排故的话设备无法一个循环结束,从而不能连续运行(此时是自动运行中,无法手动操作,因为把自动运行标志串在了手动状态的条件中,实现手自动互锁了)如按急停的话,设备是都回起始位,那么出现异常的工位会有两种状态,一种是该工序没有加工完出现的异常,另一种是加工完了,气缸在后退时的故障,当再启动时,出现异常的工序工件被位移到下一个工序,怎么来判断应不应加工呢。还有就是排废工位如果出现排废故障报警,此时废品未被排出,按急停后,再启动时,废品会流到合格品。(各工位都是工件移位到位后才开始动作的)
18-02-27 08:30


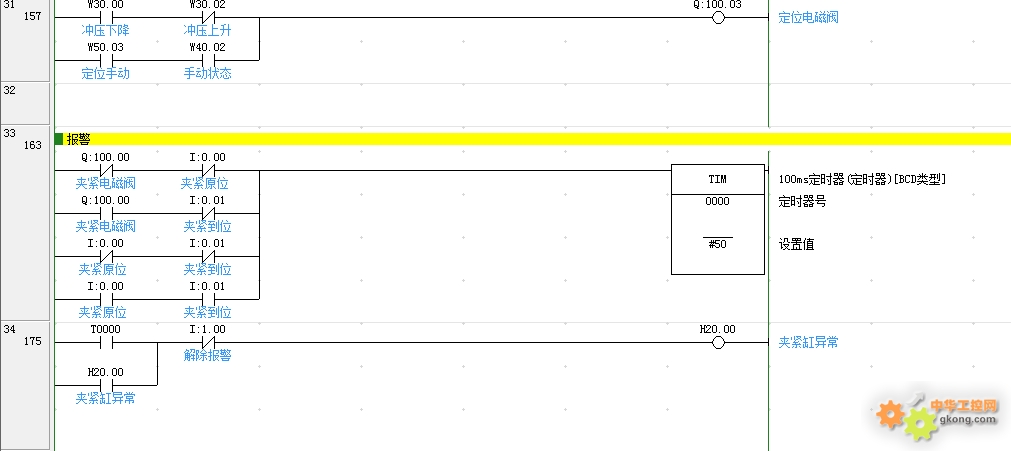
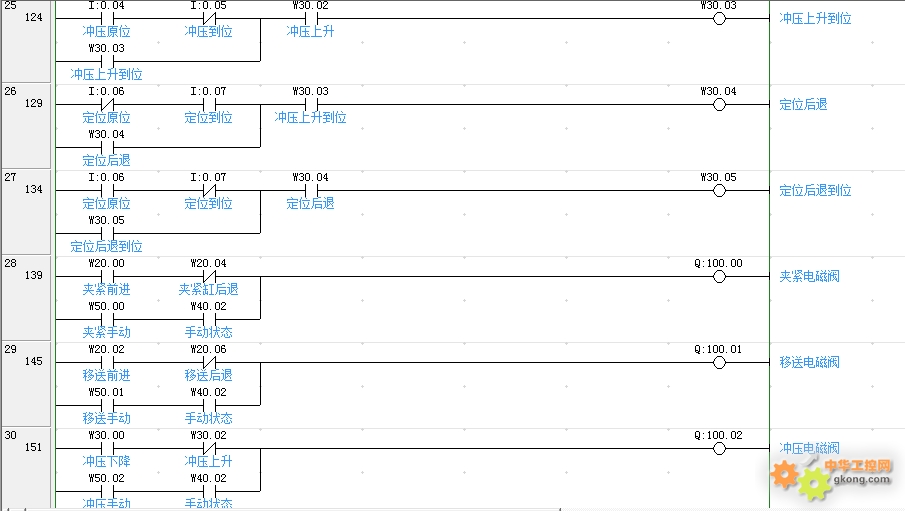
拿夹紧缸为例,当出现H20.0夹紧报警时,如果把H20.0串进控制100.00的网路里,那么夹紧缸再出现异常时会自动复位,我想做成手动复位处理好故障,再按消除报警设备继续运行
18-02-27 09:44