登录
首页
PLC论坛
欧姆龙OMRON
回帖
发帖
正文
主题:华中HNC-18XP/t系统 加装 索特 SAUTERS 0.5.480.510 8工位刀塔 问题求助
点击:1165 回复:8
楼主
编辑
引用
管理
lixinweiabc
群里老师们好:
现有硬件为:
华中HNC-18XP/t系统 一台
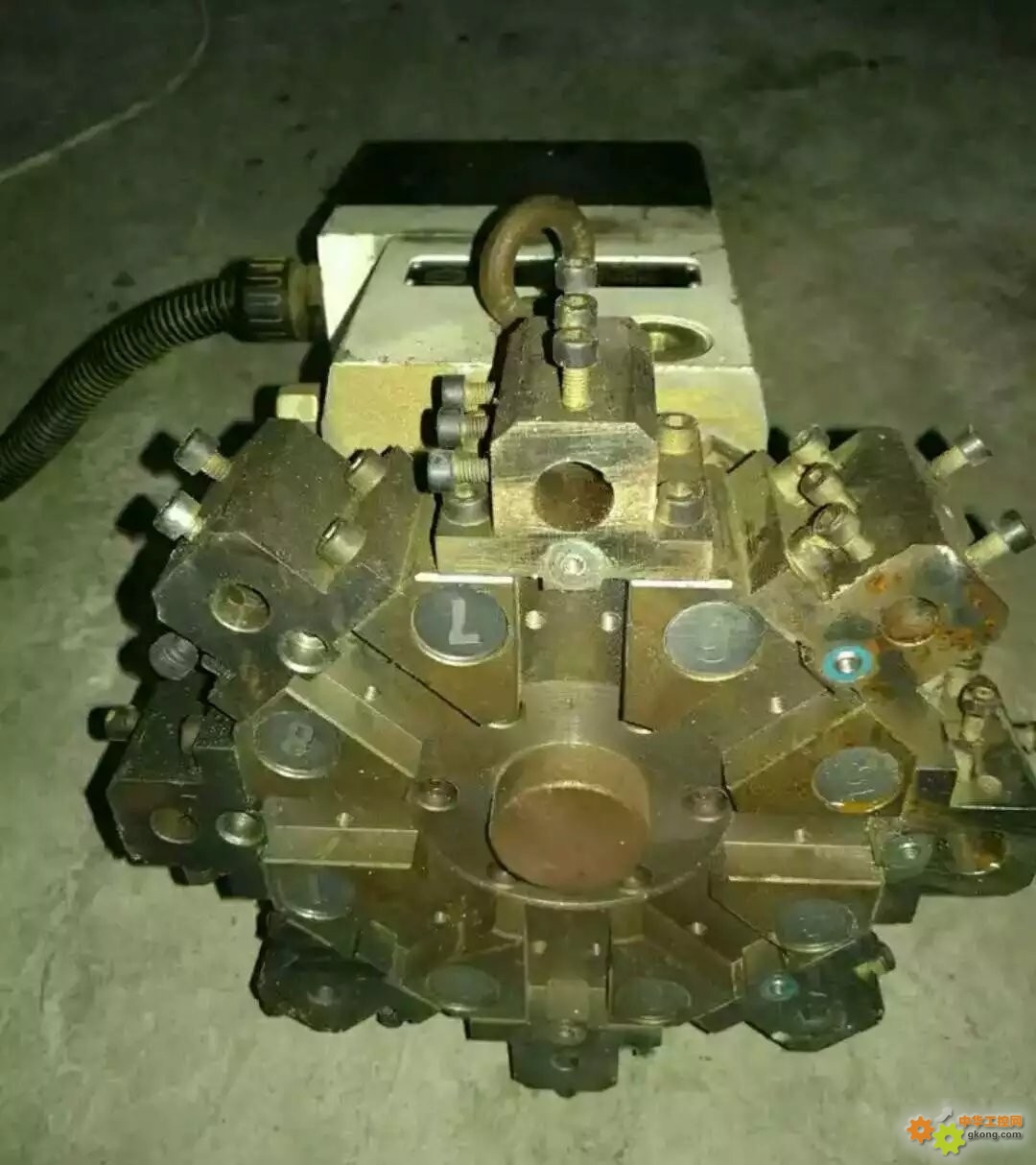
SAUTERS 0.5.480.510 8工位刀塔 一台
欧姆龙 CP1E-E30DR-A PLC 一台
请教下如何通过以上PLC编程,试8工位刀塔与数控系统通讯。
编程遇到难题了,还请群里老师们多多指教。
不胜感激!
17-06-05 17:08
1楼
编辑
引用
管理
卢学斌
这个系统支持T代码吗?如果支持T代码无需PLC,本身硬件就支持刀塔换刀指令,如果不支持T代码,你PLC受谁的控制开启换刀程序呢?
17-06-05 17:13
2楼
编辑
引用
管理
lixinweiabc
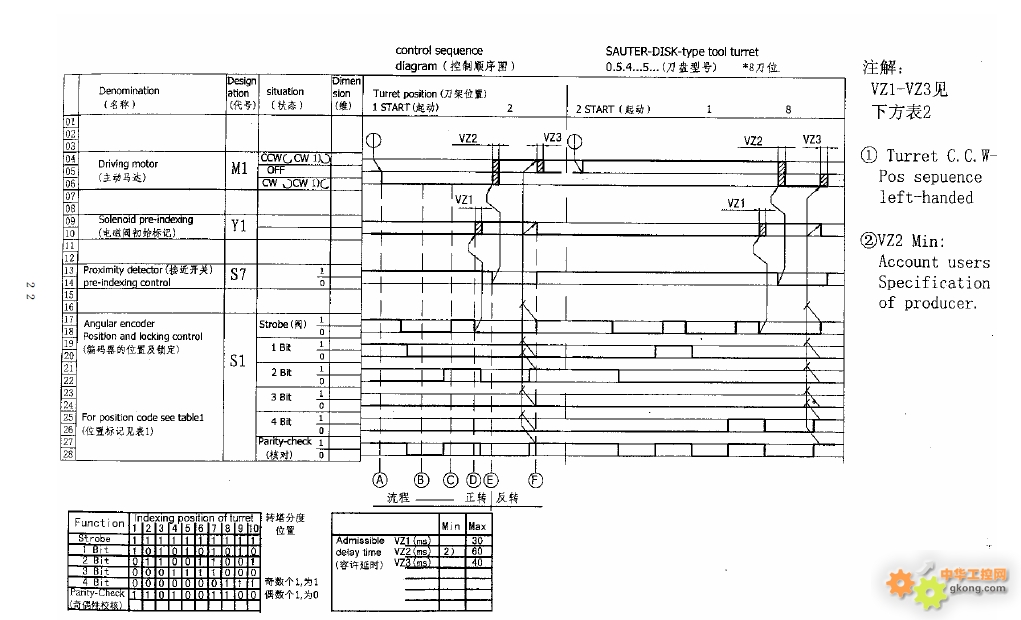
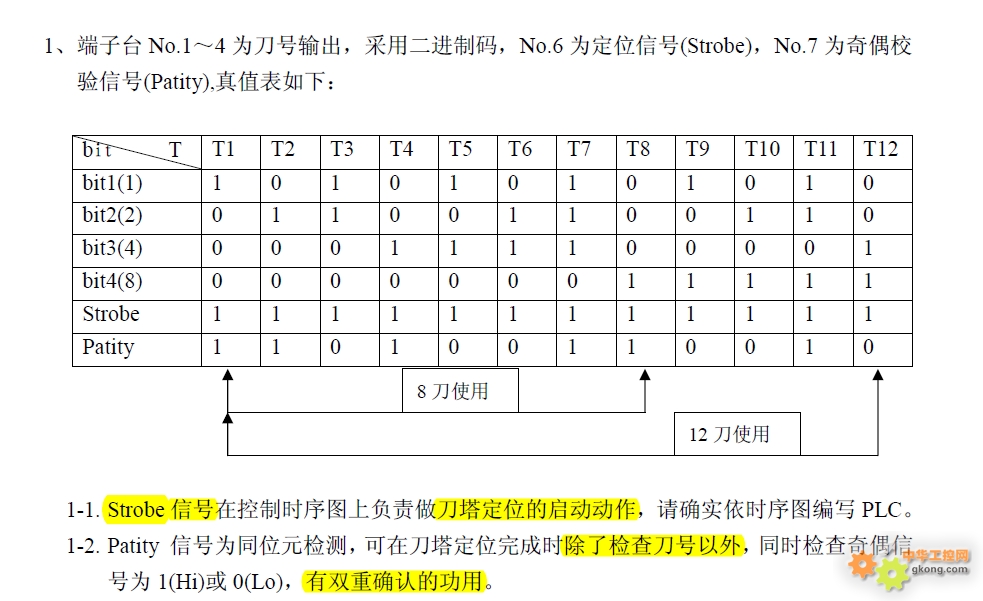
这个是换刀时序图和 编码器输出IO信号图
17-06-05 17:14
3楼
编辑
引用
管理
lixinweiabc
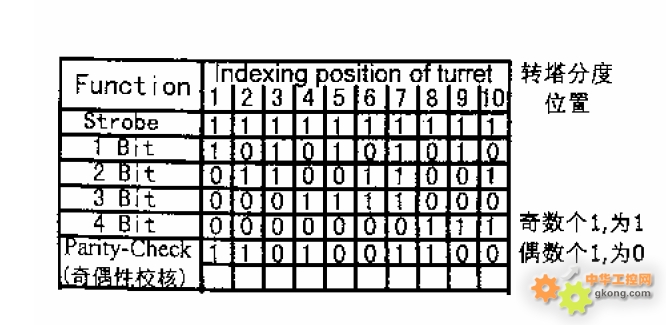
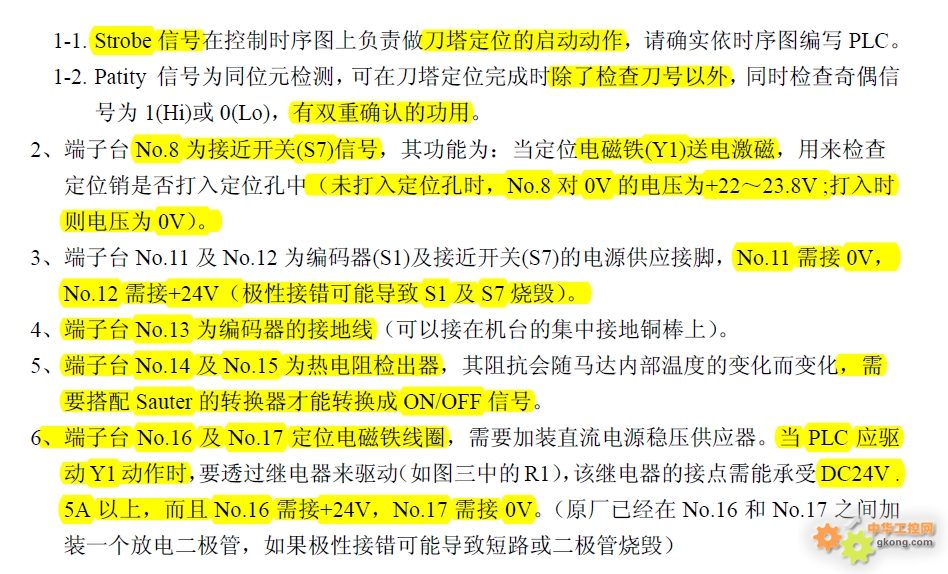
这个是刀塔编码器说明和动作说明
17-06-05 17:18
4楼
编辑
引用
管理
lixinweiabc
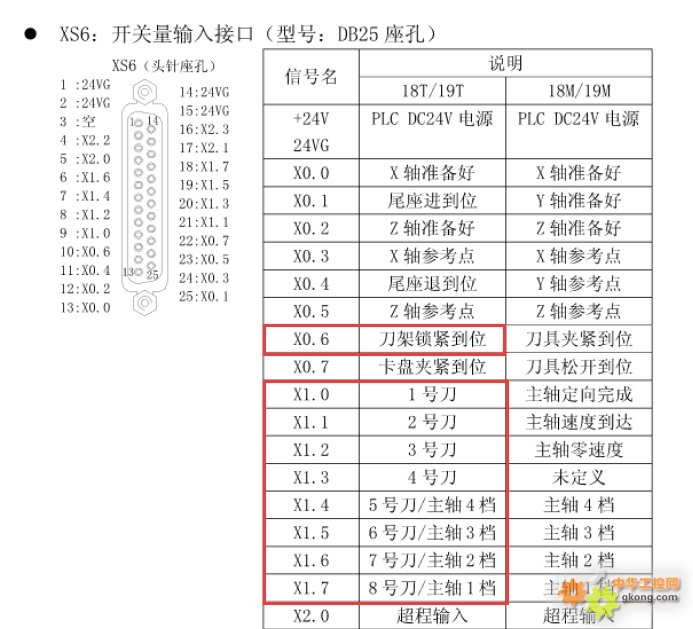
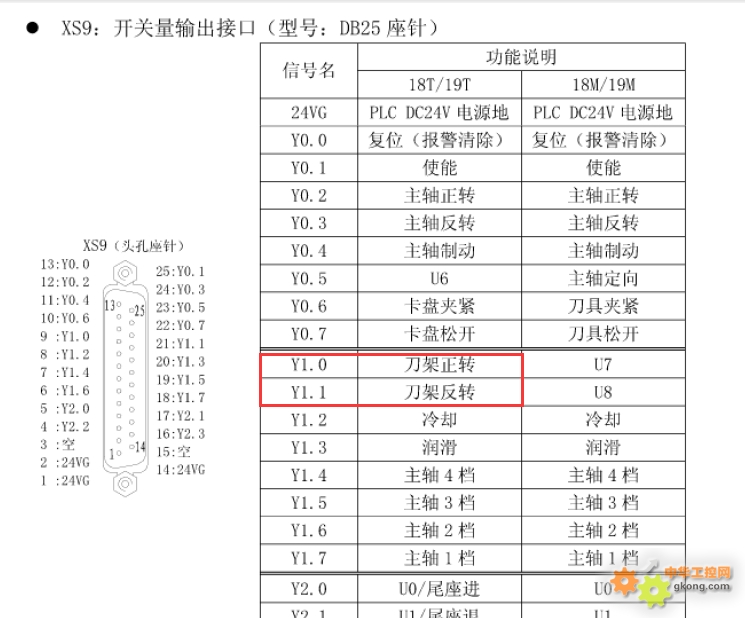
系统是 华中18XP/T的车床系统 支持T码,现在困扰的地方就是 ,不懂该怎么用欧姆龙 PLC编程,系统只有截图这几种功能,需要PLC来中转一下
17-06-05 17:24
5楼
编辑
引用
管理
lixinweiabc
17-06-05 17:24
6楼
编辑
引用
管理
卢学斌
我觉得你这个不需要PLC,它所说的PLC是指系统内部的PLC程序,你其实无需多加另外一个PLC的。
17-06-05 22:58
7楼
编辑
引用
管理
卢学斌
所有的数控系统都差不多的,华兴,华中,广数等,我们单位的广数系统8刀数控车床是没有外置PLC驱动刀架的,系统内部是支持的。感觉你有点走弯路了。
17-06-05 23:00
8楼
编辑
引用
管理
lixinweiabc
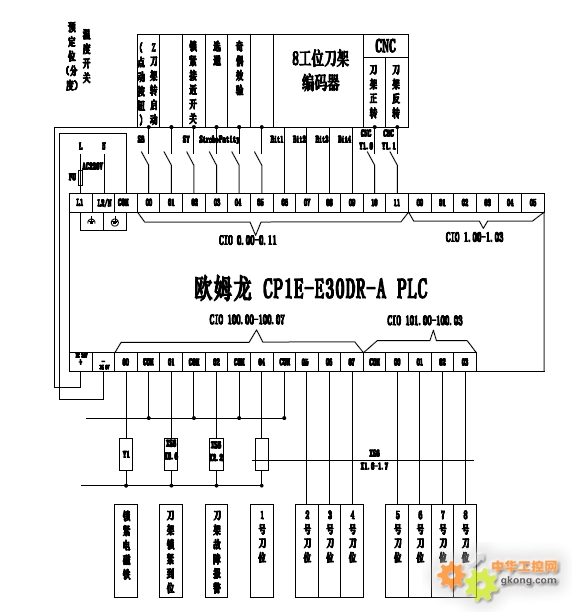
老师,我有电话咨询过华中的技术人员,对方称此系统为比较老旧型号,其系统内部PLC不支持8工位刀塔,
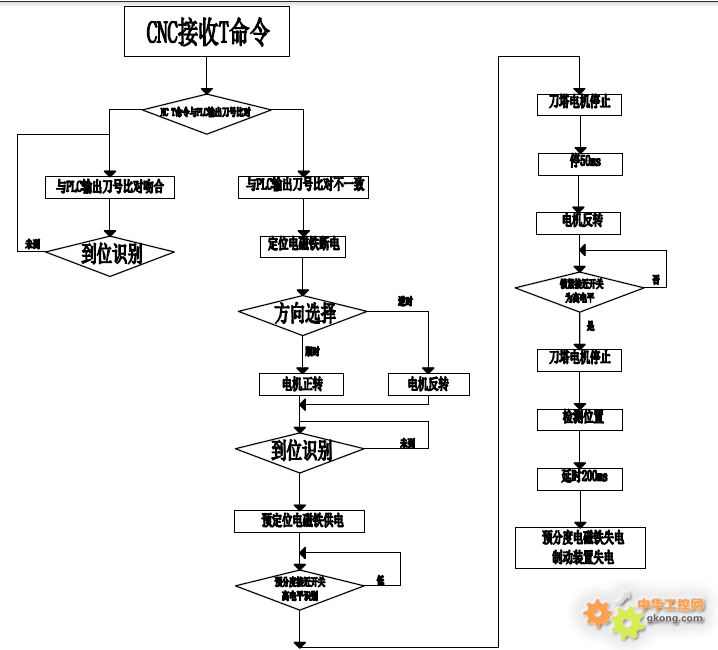
故我自己采纳使用PLC来控制刀塔的刀位和定位,与系统输入的刀号比对,以下是我自己画的动作流程图和PLC接线图(流程图为双向就近选刀,可能在编程上有难度,先做成顺时针选刀用着没问题再升级)。
还请老师们指点,PLC程序该如何编写。
谢谢!
17-06-06 08:22
工控新闻
倍福中国自动化新技术研讨会 | 徐州站
信捷电气小型PLC 继续稳居国产品牌第一
AI 催化智能制造市场百亿扩容,ICT 厂商估值抬升逻辑显现
图尔克【沈阳站 直播预告】创新实践行业交流会 | 图尔克全新系统解决方案助力智能制造
7月工业生产平稳增长 发展质量持续提升
机器人初创公司Field AI融资后估值达20亿美元 投资方阵容极其豪华
西克重点推介 - 通用型接近传感器 IME
埃斯顿控股子公司拟将所持扬州曙光48%股权转让给鑫宏业
更多新闻资讯