
作者:莱州邑盛盐业 孙工
传统的聚丙烯捆扎绳打球机只包含机械传动部分,计量部分需要用户单独配置电子秤。生产过程中操作人员需要一直盯着电子秤,当接近设置重量时立即停止电机运行,封口动作的完成也需要人工完成,由于球重规格一般在200克左右,精度要求不超过正负3克,所以电机的启停频繁,对工人的精力消耗大,精度也难以保证。

就以上缺点我们做了一下改进:
(一)将主电机通过涡轮蜗杆链条带动的球芯体改成独立的微型调速电机;
(二)用于调整封口角度的机械手动部分改成汽缸传动;
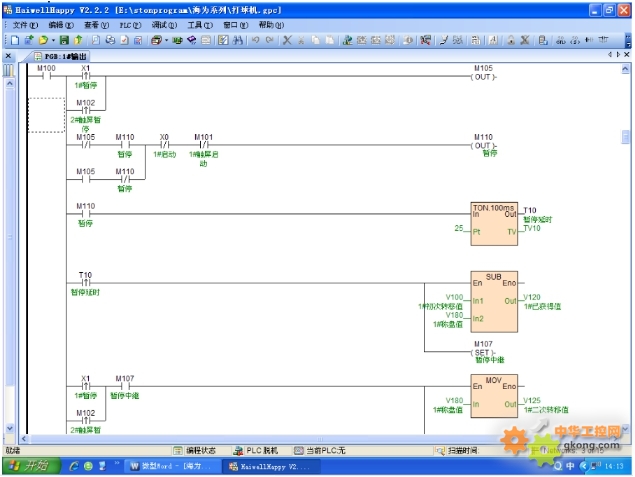
(三)将计量用的电子秤改为PLC,同时完成对整套设备的逻辑控制;
(四)由原来的单头单台改成多头单台。
在此不对机械部分做进一步说明,只对电气控制部分加以介绍。
电器构成:PLC+HMI+称重模块+称重传感器。PLC与称重模块之间采用485通讯传输,由于没有脉冲输出而对通讯传输要求很高,所以我们优先考虑选用海为新一代低成本高性能C系列PLC C32S2R,实践证明我们的选型是正确的,通过程序优化在高速运转条件下计量精度也不会超出正负1克。HMI完成对封口重量球体重量的设置,同时用于对传感器的标定。

得益于海为PLC的高速通讯传输和整套设备自动化程度的提高,我们改进的打球机生产效率提高了十几倍,不但减轻了工人的劳动强度,还大幅度提高了产品质量,为企业带来了直接的经济效益。
最后修改:2016/5/30 9:27:06


