公司有一台机器就像滚轮送料的差不多,这机器用三菱PLC控制伺服电机转动滚轮,滚轮周长250mm转一圈25000脉冲,因传动误差比较大产品不能达到图纸要求,所以我想做一个一样大的滚轮连接一个编码器,编码器返回信号给PLC。可买的编码器只有转一圈是2500脉冲的,是不是PLC接收的编码器信号乘以10就得到和滚轮一转25000脉冲一样的信号了,因为我没实际使用过编码器,所以对编码器不是很了解,因PLC发送给伺服电机一圈发25000个信号而PLC接收编码器是2500个信号再乘以10的信号,这样PLC接收1个脉冲信号而发出的是10个脉冲信号,还有PLC运算的延迟性,如我要求电机转二圈要50000个脉冲不知这样伺服电机能不能接收50000个脉冲正确转2圈。
求高手解答,先谢谢了!
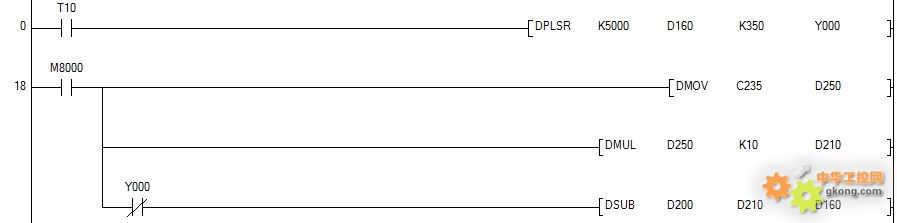
以下图D200是设置加工要求的脉冲数。