登录
首页
PLC论坛
三菱Mitsubishi
回帖
发帖
正文
主题:三菱PLC中断程序 求解??
点击:2171 回复:13
楼主
编辑
引用
管理
叫我小马哥
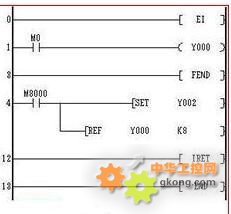
第一次运用中断指令,无从下手,资料也看了都是以X0为中断请求,我想用X5为中断的请求,请问我要怎么写???
16-04-26 23:07
1楼
编辑
引用
管理
caoyafei
中断指针改不了么!
16-04-27 02:33
2楼
编辑
引用
管理
叫我小马哥
你说的指针是类似I000这样的吗?
16-04-27 08:43
3楼
编辑
引用
管理
528工控科技
没看到中断指针呢
16-04-27 09:12
4楼
编辑
引用
管理
叫我小马哥
截屏的时候没有截取完整 在“M8000”左边有一个“I501”
16-04-27 09:17
5楼
编辑
引用
管理
yeyecun
没用过,看到过,我是进来学习学习的,中断事件、中断条件
16-04-27 09:29
6楼
编辑
引用
管理
jiouai84
FX的输入中断是x0-x5,对应的输入中断指针是I00*-I50*
16-04-27 13:37
7楼
编辑
引用
管理
528工控科技
引用
叫我小马哥
在 2016/4/27 9:17:46 发言
【内容省略】
那对哦
16-04-28 09:08
8楼
编辑
引用
管理
mjinbao
按6楼所说,则I501应当是应当是X5,不知程序的运行结果如何。
16-04-28 09:39
9楼
编辑
引用
管理
zqy54271
写的梯图缺中断指针,在m8000的左边加入中断指针I501即可,如有那是正却的。
最后修改:
2016/5/2 20:58:41
16-05-02 20:56
上一页
下一页
工控新闻
三菱电机人机界面GOT3000系列正式发售
台达重磅发布11款工业自动化新品 以“N+种可能”驱动制造业数智跃迁
穿越三次工业革命之后,这个巨头把生成式AI技术深度融入工业场景
加快培育智能制造人才,2025工业人才发展峰会在郑州举行
一文速览七月工业自动化领域热点新闻
具身智能 “破圈”+ 中国力量崛起:机器人竞争进入 “中国时间”
“AI+”加出新型工业化新动能
博世力士乐举办ctrlX AUTOMATION系列培训
更多新闻资讯